 简体中文
简体中文 English
English русский
русский Español
EspañolFubang is a professional manufacturer specializing in the design, production and sales of stainless steel chains.
Our A series short pitch precision roller chains comply with various international standards and are...
See DetailsContent
A conveyor chain sprocket is a toothed wheel that meshes with a conveyor chain to transmit power and control chain movement along a conveyor system. Choosing the right sprocket — matched to your chain pitch, shaft size, speed, and load — is the single most important factor in preventing premature wear, chain skipping, and unplanned downtime. This guide walks through sprocket types, selection criteria, common failure patterns, and maintenance best practices.
The sprocket teeth engage the link plates or rollers of the conveyor chain, converting rotational shaft motion into linear chain travel. Unlike a gear — which meshes with another gear — a sprocket is always paired with a flexible chain, making the precision of the tooth profile and pitch circle diameter critical.
The pitch of a sprocket must exactly match the pitch of the chain. For example, a chain with a 1-inch (25.4 mm) pitch requires a sprocket with the same 1-inch pitch — even a 0.5 mm mismatch accelerates tooth wear by up to 300% under load.
Two fundamental sprocket positions exist in any conveyor drive system:
Not all conveyor sprockets are interchangeable. The correct type depends on your chain style, load profile, and whether the sprocket needs to be removed frequently for maintenance.
Designed for ANSI/ISO standard roller chains (e.g., #40, #50, #80), these are the most widely used sprockets in general conveyor applications. They are available as Type A (flat plate), Type B (single hub), and Type C (double hub) configurations. Type B and C are preferred for overhung load situations because the hub provides more shaft support.
Used with heavy-duty conveyor chains (such as ANSI Class 700 or 800 series), these sprockets are built for slow-speed, high-load environments — common in steel mills, mining, and bulk material handling. They often feature replaceable tooth segments to reduce the cost of sprocket replacement.
Split into two halves, these sprockets can be installed or removed without disassembling the shaft or adjacent components. Maintenance downtime is reduced by up to 70% compared to solid sprockets in installations with bearings or couplings that are difficult to remove.
Used in food processing, pharmaceutical, and light-duty packaging lines where metal contamination is a concern or lubrication-free operation is required. Nylon sprockets can run dry and resist corrosion, though they have a lower load capacity — typically suitable up to 300 lbs of chain pull depending on tooth count and pitch.
These sprockets rotate freely on a fixed shaft using integrated ball or roller bearings. They are used as take-up or guide sprockets where no power transmission is needed, only chain support and direction change.
Incorrect specification is the leading cause of early sprocket and chain failure. Use the following table as a reference when matching a sprocket to your conveyor chain:
| Parameter | Description | Practical Note |
|---|---|---|
| Chain Pitch | Distance between chain link pins | Must match exactly; most common: 1/2", 3/4", 1", 1-1/4" |
| Number of Teeth | Determines speed ratio and chain engagement | Minimum 17 teeth recommended for smooth low-speed operation |
| Bore Size | Inner diameter fitted to the shaft | Specify keyway width and set screw location |
| Material | Steel, stainless, cast iron, nylon | Stainless for wet/corrosive environments; nylon for food-safe applications |
| Hub Style | A (no hub), B (one hub), C (two hubs) | Type C for high-load or cantilevered shaft arrangements |
| Hardness/Surface Treatment | Heat treatment, case hardening | Case-hardened teeth (58–62 HRC) last 3–5× longer in abrasive environments |
The speed ratio between drive and driven sprockets is simply the ratio of their tooth counts. A 20-tooth drive sprocket paired with a 40-tooth driven sprocket produces a 2:1 reduction, halving output speed while doubling torque. Always calculate the required tooth ratio before ordering, especially when a gearbox is not part of the drive train.
Using an odd number of teeth on one sprocket and an even number on the other (e.g., 19 and 38) distributes wear more evenly across all teeth — a practice called hunting tooth design — extending service life noticeably in high-cycle applications.
Material selection significantly impacts both cost and service life. The table below compares the four most common sprocket materials:
| Material | Strength | Corrosion Resistance | Best Application | Relative Cost |
|---|---|---|---|---|
| Carbon Steel (C1045) | High | Low | General industrial conveyor systems | $ |
| Stainless Steel (316L) | Medium-High | Excellent | Food processing, washdown environments | $$$ |
| Cast Iron | Medium | Low | Low-speed, heavy-load bulk handling | $ |
| Nylon/Polymer | Low | Excellent | Light-duty, lube-free, noise-sensitive lines | $$ |
Worn sprockets accelerate chain wear and vice versa. Installing a new chain on a worn sprocket wastes the new chain within weeks. Watch for these specific failure indicators:
Industry best practice is to replace the sprocket every second or third chain replacement cycle, or whenever tooth wear reaches the 20% threshold — whichever comes first.
Even a correctly specified sprocket will fail early if installed improperly. Follow these steps to ensure reliable operation:
Lubrication reduces friction at the chain-sprocket interface and is the most impactful factor in extending service life. The correct method depends on chain speed and load:
Studies from chain manufacturers such as Tsubaki and Renold show that proper lubrication alone extends chain and sprocket service life by 3 to 10 times compared to running dry under the same load conditions.
The purchase price of a sprocket is rarely the largest cost — downtime, labor, and chain damage from a failed sprocket far exceed the part cost. Consider these strategies to reduce total cost of ownership:
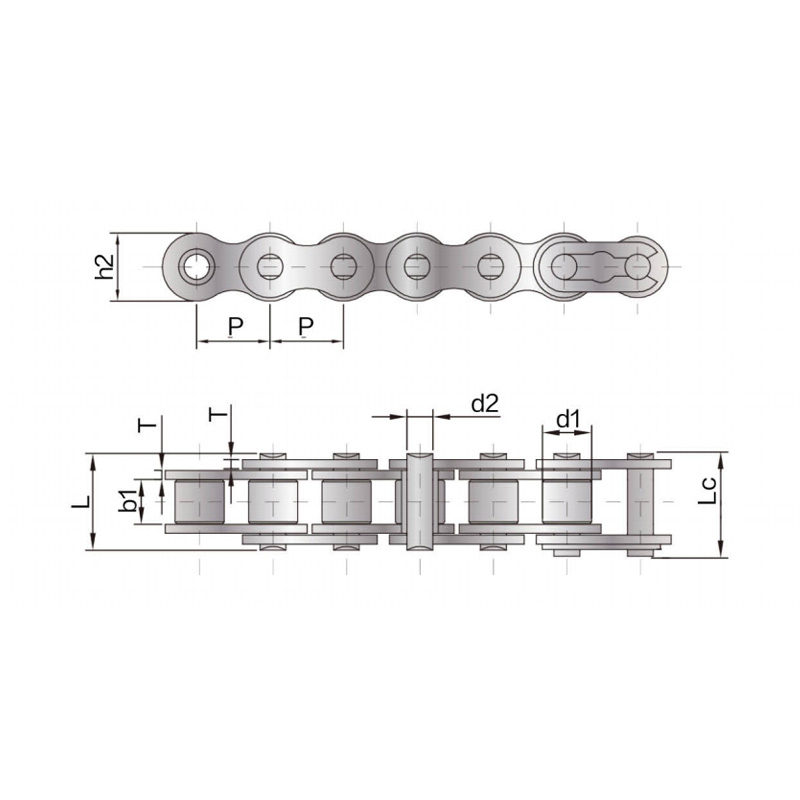
Our A series short pitch precision roller chains comply with various international standards and are...
See Details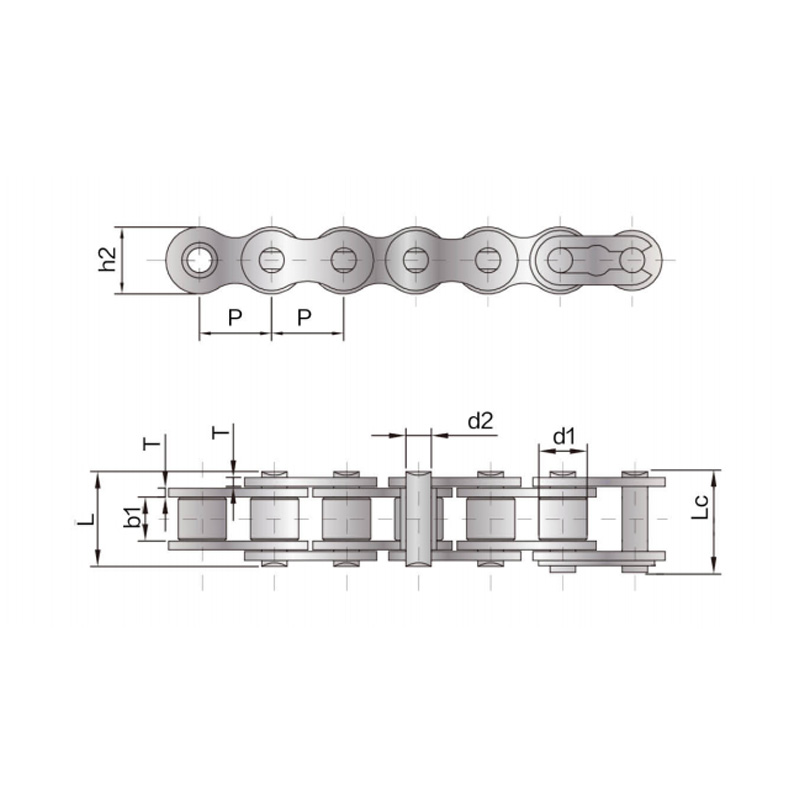
The tensile strength and fatigue strength of the B series short pitch precision roller chain reach 1...
See Details
The Heavy-duty precision roller chain adopts a thickened chain plate design based on the short-pitch...
See Details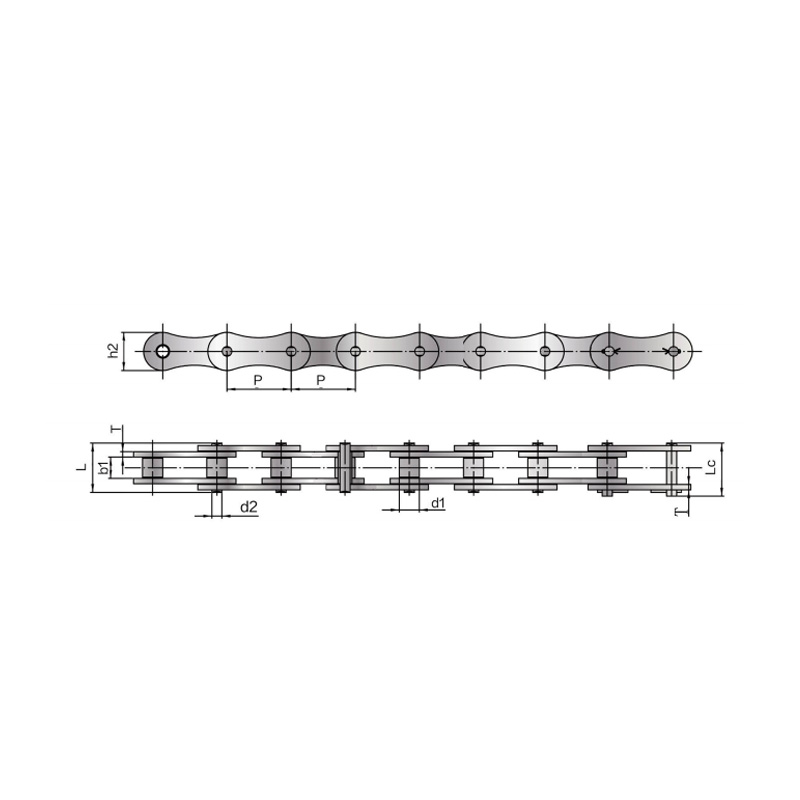
The double pitch driving chain complies with various international standards. The pitch of the doubl...
See Details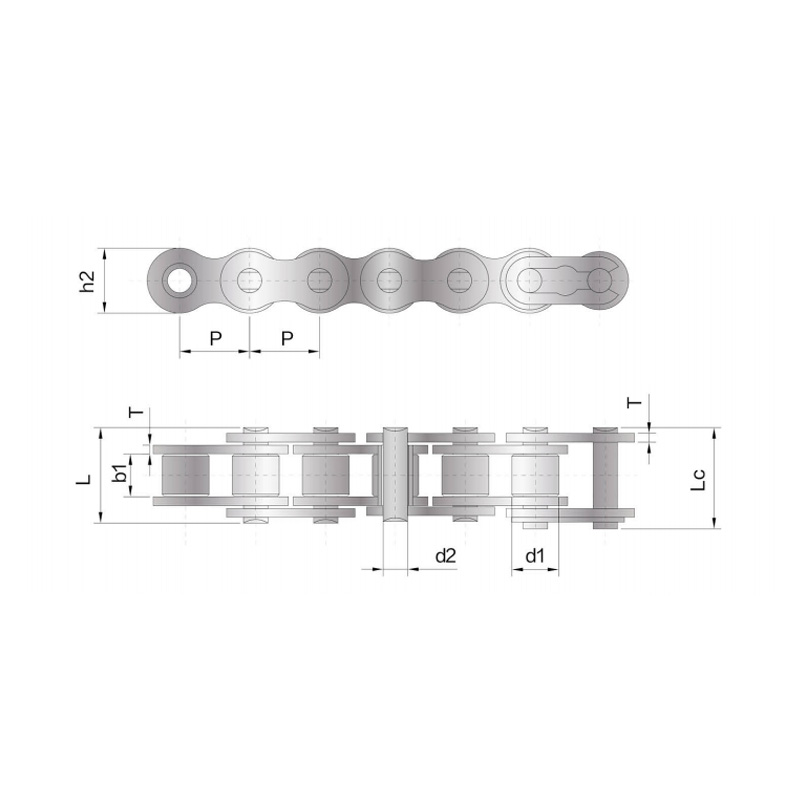
We also produce single row roller drive chains in more sizes and varieties. Customised products, sui...
See Details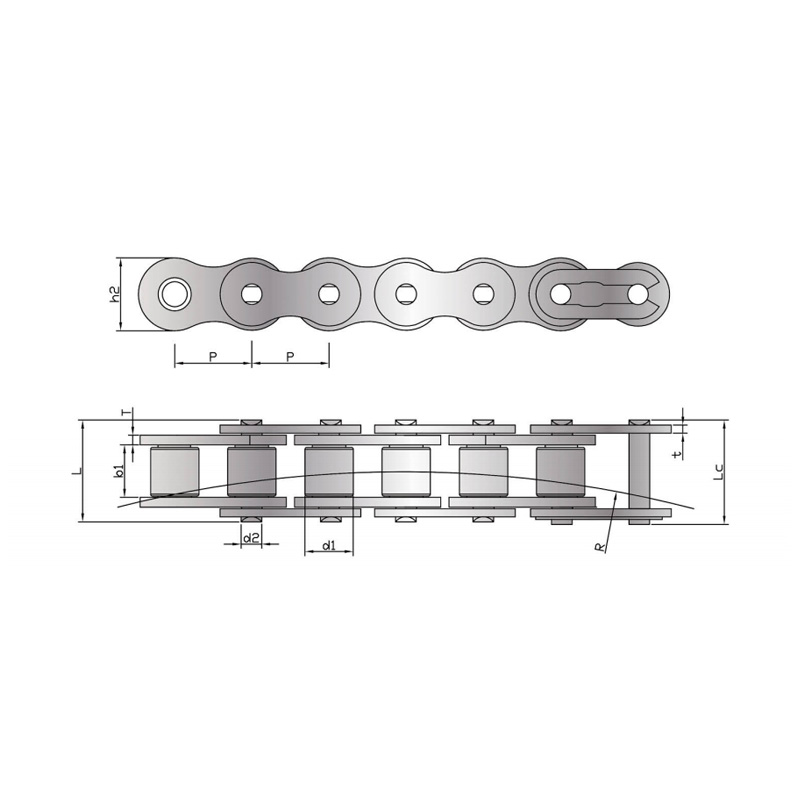
Side bow chain refers to changing the size of parts in the design of short-pitch precision roller ch...
See Details
The Anti-Sidebow chain for pushing window is a functional product with specially designed parts and ...
See Details
The A series short-pitch straight plate precision roller chain has a smaller pitch, a relatively lar...
See Details© Suzhou Fubang Machinery Chain Transmission Manufacturing Co., Ltd. Stainless Steel Roller Chains Manufacturers Conveyor Chains Suppliers
