 简体中文
简体中文 English
English русский
русский Español
EspañolFubang is a professional manufacturer specializing in the design, production and sales of stainless steel chains.
Our A series short pitch precision roller chains comply with various international standards and are...
See DetailsIn the modern industrial system, the efficient and precise transportation of materials is a key link to ensure the smooth operation of the production process and enhance production efficiency. Conveyor chains, also known as Conveyor chains, as the core components of the material conveying system, are responsible for smoothly transporting various raw materials, semi-finished products and finished products between different production stages. From food processing workshops to automobile manufacturing plants, from logistics distribution centers to mining sites, the presence of conveyor chains is everywhere. Their performance directly affects the efficiency and cost of the entire production and operation.
The working mechanism of the conveyor chain
Analysis of Basic Structure
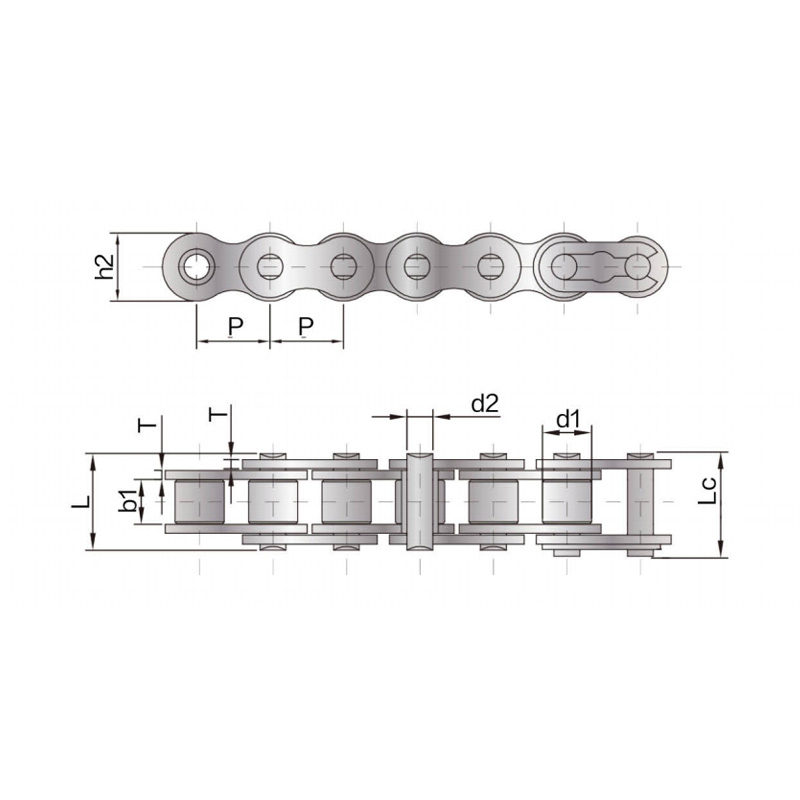
The conveyor chain is essentially composed of a series of interconnected chain links, each of which contains basic components such as pins, sleeves, rollers and chain plates. The pin shaft is like the "skeleton" of the chain, running through the sleeve and firmly connecting each link. The sleeve is sleeved over the pin shaft to provide support for the rotation of the roller. Both are usually surface-hardened to enhance wear resistance and load-bearing capacity. The rollers freely roll on the sleeve and come into contact with the track or sprocket during the conveying process. Rolling friction replaces sliding friction, greatly reducing energy loss and component wear. The chain plate serves to connect and protect, combining multiple chain links into a continuous chain and withstanding the tensile force from materials and the operation process.
Power Transmission and Operating principles
The operation of the conveyor chain cannot do without the power drive system, which is generally composed of motors, reducers, sprockets, etc. The high-speed rotational power output by the motor is decelerated and torque-increased by the reducer and then transmitted to the sprocket. The sprocket and the conveyor chain mesh with each other. When the sprocket rotates, its teeth closely fit with the rollers or links of the chain. Through the interaction between the teeth and the chain, the chain is pushed to move continuously along the predetermined track, thus achieving the transportation of materials. During operation, to ensure the smooth running of the chain, a tensioning device should also be equipped to adjust the tightness of the chain, avoiding faults such as tooth skipping and chain detachment caused by chain laxity, and at the same time, it can appropriately compensate for the elongation of the chain during long-term use.
Types and characteristics of conveyor chains
Roller conveyor chain
Roller conveyor chains are one of the most common types of conveyor chains, featuring a simple structure and strong versatility. The rollers on the chain play a crucial role in carrying and reducing friction during the conveying process, and can efficiently convey various blocky, granular materials as well as heavy workpieces. Roller conveyor chains are widely used on assembly lines in industries such as automotive manufacturing and mechanical processing to transport automotive parts, mechanical components, etc., ensuring the continuity and efficiency of the production process. Due to the low rolling friction coefficient between its rollers and tracks, it performs well in long-distance and high-load conveying scenarios, ensuring the stability and reliability of conveying while reducing energy consumption.
Accessory conveyor chain
The accessory conveyor chain is based on the standard roller chain or sleeve chain and adds various special accessories such as side plates, scrapers, hooks, etc., to meet the conveying requirements of different materials. These accessories can be customized according to the shape, characteristics and conveying process requirements of the materials. For instance, in the food processing industry, accessory conveyor chains with side plates can prevent food from falling during transportation, ensuring the integrity and hygiene safety of the products. In the field of logistics and warehousing, accessory conveyor chains equipped with hooks can be used to suspend and convey goods packaging, achieving efficient sorting and transportation. The flexibility and customizability of the accessory conveyor chain give it an irreplaceable advantage in a variety of industrial scenarios.
Plastic conveyor chain
With the rapid development of industries such as food, medicine and electronics that have extremely high requirements for hygiene and cleanliness, plastic conveyor chains have emerged. This type of chain is made of food-grade or medical-grade plastic materials and features light weight, corrosion resistance and easy cleaning. In the filling and packaging production lines of food and beverages, plastic conveyor chains can operate stably in harsh environments such as dampness, acidity and alkalinity, and will not cause contamination to the products. In the production process of electronic components, its low coefficient of friction can prevent scratch damage to precision electronic parts. In addition, plastic conveyor chains also have excellent insulation performance and are suitable for working environments with strict requirements for electrical safety.
Stainless steel conveyor chain
Stainless steel conveyor chains, with their outstanding corrosion resistance and high strength, have become the first choice for dealing with harsh working conditions. In industries such as chemical engineering, Marine engineering, and high-temperature baking, the transportation of materials is often accompanied by extreme conditions such as strong acid and alkali corrosion, high humidity or high temperature, and ordinary material conveyor chains are difficult to meet the requirements. Stainless steel conveyor chains are made of high-quality stainless steel materials and can operate stably for a long time in these harsh environments, effectively resisting the erosion of corrosive media and ensuring the service life and conveying performance of the chain. For instance, in chemical production, stainless steel conveyor chains are used in pipeline systems for transporting corrosive chemical raw materials to ensure the safe and continuous transportation of materials, providing a solid guarantee for the stable operation of the production process.
Slat conveyor chain
The slat conveyor chain is composed of a series of interconnected slats, forming a continuous and flat load-bearing surface, which is suitable for conveying large, heavy or irregularly shaped objects. In the building materials industry, it is used for transporting heavy objects such as building boards and bricks. In the vehicle assembly stage of automobile manufacturing, the slat conveyor chain can carry the car body for transfer between various processes. Its sturdy structural design can withstand considerable weight and impact force. Moreover, the connection methods between the slats are flexible and diverse, and can be adjusted according to the size and characteristics of the conveyed objects to ensure a smooth and safe conveying process.
Flat-top conveyor chain
The top of the chain links of the flat-top conveyor chain is designed as a flat surface, which features excellent stability and load-bearing capacity. It is particularly suitable for application scenarios where extremely high stability requirements are placed on the products during the conveying process. In the packaging production lines of beverages and daily chemical products, flat-top conveyor chains can smoothly convey various packaging containers such as bottles, cans and boxes, ensuring that the products do not shake or tip over during the conveying process, and meeting the requirements of high-speed and high-precision packaging processes. Meanwhile, flat-top conveyor chains can also achieve complex conveying actions such as turning and lifting through special design, providing more possibilities for the layout optimization of production lines.

Double-pitch conveyor chain
The pitch of the double-pitch conveyor chain is twice that of the standard roller chain. This design makes the chain lighter in weight, lower in cost and relatively faster in running speed while maintaining a certain strength. In some situations where there are high requirements for conveying efficiency, while the material weight is relatively light and the conveying distance is long, such as the sorting conveying lines in logistics distribution centers and the grain conveying systems in agricultural production, double-pitch conveying chains have been widely applied. Its longer pitch reduces the number of meshes between the chain and the sprocket, lowers wear, extends the service life of the chain, and simultaneously enhances the overall operational efficiency of the conveying system.
Blade conveyor chain
The blade conveyor chain is composed of multiple blade-like chain links. The blades overlap or are closely arranged to form a continuous conveying surface. It is mainly used for conveying powdery, granular or small granular bulk materials. In the production and storage processes of industries such as cement, fertilizers, and grains, blade conveyor chains can achieve efficient and sealed material transportation, effectively preventing material leakage and flying, and reducing environmental pollution. Its unique blade structure design can stir and mix the materials to a certain extent, and is suitable for some process requirements that need preliminary treatment of the materials during the conveying process.
The application of conveyor chains in various industries
Food and beverage industry
In the food and beverage industry, conveyor chains run through every link from raw material handling, processing, packaging to finished product transportation. From the cleaning and sorting of agricultural products, to the cooking, filling and packaging of food, and then to the palletizing, storage and distribution of finished products, the conveyor chain ensures the efficiency, hygiene and safety of the food production process. For instance, on a beverage filling line, plastic or stainless steel conveyor chains precisely transport empty bottles and cans to each filling station. After completing processes such as filling, capping, and labeling, the finished beverages are smoothly conveyed to the packaging area. Its rapid and stable conveying performance meets the demands of large-scale and high-efficiency production in the food and beverage industry. Meanwhile, the materials and design that comply with food hygiene standards ensure the quality and safety of the products.
The automotive manufacturing industry
Automobile manufacturing is a highly automated and process-oriented industry, in which conveyor chains play an indispensable role. From the stamping, welding and painting of components to the assembly and inspection of complete vehicles, various conveyor chains work in coordination to build an efficient automotive production line. Roller conveyor chains and slat conveyor chains are often used to handle automotive parts such as engines, gearboxes, and body frames, precisely transporting them to various processing and assembly stations. During the vehicle assembly process, the suspended conveyor chain can lift the vehicle body, enabling it to be transferred in the air between different assembly areas, facilitating workers to carry out operations such as interior installation and chassis assembly. The high-precision positioning and reliable operation of the conveyor chain ensure the consistency and quality stability of the automotive manufacturing process, greatly enhancing the efficiency and production capacity of automotive manufacturing.
Logistics and warehousing industry
In the field of logistics and warehousing, the conveyor chain is one of the core devices for achieving rapid sorting, storage and distribution of goods. In large logistics distribution centers, complex conveyor chain systems classify goods from different suppliers and transport them to the corresponding storage areas or sorting lines. When double-pitch conveyor chains are used in combination with accessory conveyor chains, they can efficiently handle various types of parcels and cartons. By setting different conveyor paths and sorting devices, automated sorting and distribution of goods can be achieved. In addition, in an automated stereoscopic warehouse, the conveyor chain works in coordination with stacker cranes, shuttle vehicles and other equipment to accurately store or retrieve goods from the shelves, maximizing the utilization of storage space and the rapid turnover of goods, providing strong support for the efficient operation of modern logistics.
Chemical industry
In the process of chemical production, the transportation of materials is often accompanied by harsh conditions such as high temperature, high pressure, and strong acids and alkalis, which puts forward extremely high requirements for the corrosion resistance and reliability of conveying equipment. Stainless steel conveyor chains, with their outstanding resistance to chemical corrosion, have become the preferred choice for material transportation in the chemical industry. In the storage and transportation of chemical raw materials, stainless steel conveyor chains can safely transport various corrosive liquids, gases or solid materials to equipment such as reactors and storage tanks. In the production process of chemical products, it can operate stably under high-temperature and high-pressure conditions, ensuring the continuity of the production process. Meanwhile, the closed design of the conveyor chain can effectively prevent material leakage and ensure the safety and environmental protection requirements of the production environment.
Building materials industry
Products produced in the building materials industry, such as cement, bricks, and boards, are usually heavy and have irregular volumes, which impose high requirements on the load-bearing capacity and adaptability of conveying equipment. Slat conveyor chains and vane conveyor chains have been widely applied in the building materials industry. In cement plants, blade conveyor chains are responsible for transporting cement clinker, powdered materials, etc. from the production workshop to the storage warehouse or packaging workshop. In brick factories and panel processing plants, slat conveyor chains can efficiently transport finished products such as bricks and building panels from the production line to the palletizing area or transport vehicles. The powerful load-bearing capacity and stable operational performance of the conveyor chain meet the material transportation requirements of large-scale and high-intensity production in the building materials industry, improve production efficiency and reduce the labor intensity of workers.
The electronics industry
The electronics industry has extremely strict requirements for the cleanliness of the production environment, the precision and quality of products. Plastic conveyor chains and high-precision roller conveyor chains play a crucial role in the production and assembly of electronic components. In the electronic chip manufacturing workshop, plastic conveyor chains can accurately convey precision electronic components such as silicon wafers and chips to each processing station in a dust-free and static-protected environment, avoiding damage to the products caused by contamination and friction during the conveying process. On the assembly line of electronic products, roller conveyor chains, with their high-precision positioning performance, ensure the accurate assembly of electronic components and improve the production quality and yield rate of electronic products. The efficient and precise conveying of the conveyor chain provides a strong guarantee for the rapid development of the electronics industry.
Maintenance and upkeep of conveyor chains
Lubrication management
Lubrication is one of the key measures to ensure the normal operation of the conveyor chain and extend its service life. The appropriate lubricant can form a protective film between the moving parts of the chain such as pins, sleeves and rollers, reducing friction and wear, lowering operating noise, and also preventing metal parts from rusting and corroding. When choosing a lubricant, a comprehensive consideration should be given to factors such as the working environment of the conveyor chain (such as temperature, humidity, whether it comes into contact with chemical media, etc.), the characteristics of the conveyed materials, and the operating speed. Under normal circumstances, for conveyor chains operating at normal temperature and under normal working conditions, mineral oil-based lubricants can be selected. In high-temperature environments, high-temperature resistant synthetic lubricants should be used. In damp or corrosive environments, lubricants with anti-rust and anti-corrosion properties should be used. Regularly lubricating the conveyor chain to ensure that each link is adequately lubricated is an important part of maintenance work.
Cleaning and maintenance
Keeping the conveyor chain clean is equally crucial for its performance and lifespan. During the conveying process, the surface of the chain is prone to adhering impurities such as material residues, dust, and oil stains. These impurities not only accelerate the wear of the chain but may also affect its smooth operation, and even lead to faults such as chain jamming and breakage. Therefore, the conveyor chain needs to be cleaned regularly. For general impurities adhering to the surface of the chain, they can be removed by methods such as blowing with compressed air and cleaning with a brush. For stubborn stains such as oil stains and sticky materials that are difficult to clean, special cleaning agents should be used for cleaning. During the cleaning process, it is important to avoid using overly sharp tools that may damage the surface of the chain, and at the same time, ensure that the cleaning agent does not cause corrosion to the chain material. After cleaning is completed, the chain should be dried in a timely manner and relubricated.
Tension adjustment
During the long-term operation of the conveyor chain, due to the wear between the pins and sleeves, the stretching of the chain links and other reasons, the chain may elongate and the tension may decrease. Loose chains can lead to problems such as tooth skipping and chain detachment, affecting the stability and reliability of the conveying process. If the chain is too tight, it will increase the wear of the chain and sprocket, and at the same time increase the load on the motor and reduce the energy utilization efficiency. Therefore, regularly inspecting and adjusting the tension of the conveyor chain is a necessary part of the maintenance work. The tension of the chain can generally be adjusted by regulating the tensioning device (such as screw-type tensioning devices, counterweight tensioning devices, etc.). During the adjustment process, the tension of the chain should be controlled within an appropriate range in accordance with the requirements of the equipment manual, and it should be ensured that the chain remains stable and free from shaking throughout operation.
Component inspection and replacement
Regular inspection of each component of the conveyor chain, promptly identifying and replacing worn or damaged parts, is an important means to prevent faults and ensure the long-term stable operation of the conveyor chain. Focus on inspecting the wear conditions of key components such as pins, sleeves, rollers, and chain plates. Determine whether they meet the replacement standards by measuring the dimensions of the components and observing the wear marks on the surface. For severely worn pin shafts and sleeves, they should be replaced in pairs to ensure the transmission accuracy and stability of the chain. If the rollers are damaged or deformed, they should also be replaced in time to avoid affecting the smooth operation of the chain. In addition, it is necessary to check whether the connection parts of the chain, such as connecting pins and cotter pins, are loose or fallen off to ensure the overall integrity and reliability of the chain. When replacing components, accessories that meet the original equipment specifications and quality requirements should be selected to ensure that the performance of the conveyor chain is not affected.
Our A series short pitch precision roller chains comply with various international standards and are...
See Details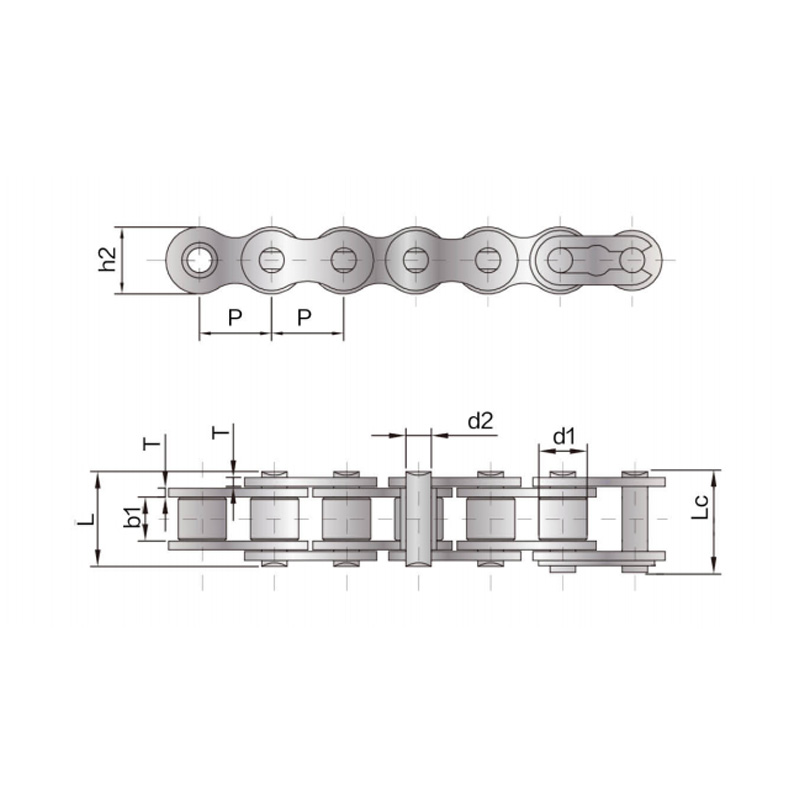
The tensile strength and fatigue strength of the B series short pitch precision roller chain reach 1...
See Details
The Heavy-duty precision roller chain adopts a thickened chain plate design based on the short-pitch...
See Details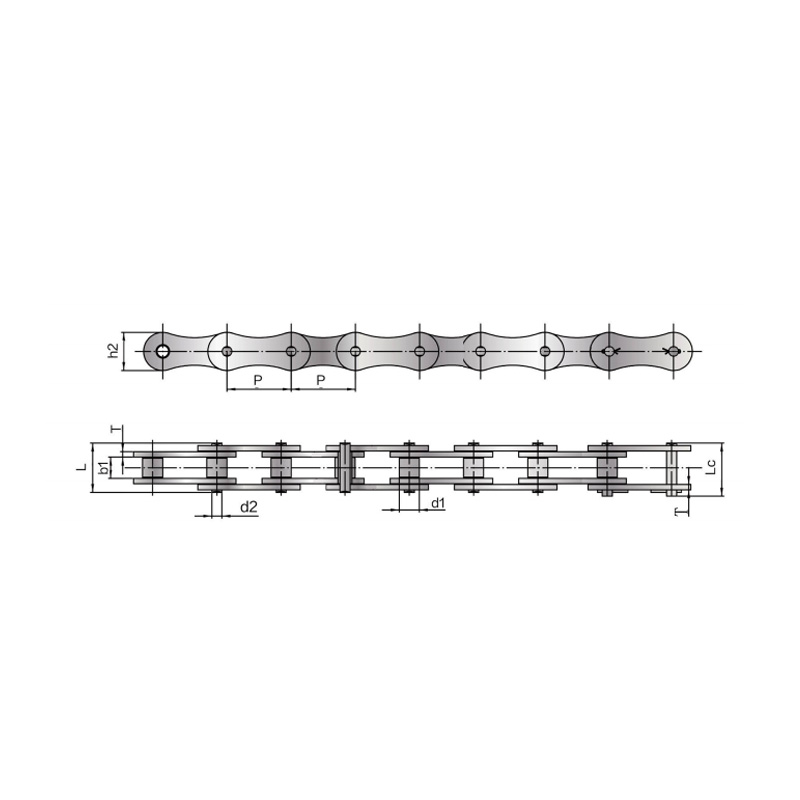
The double pitch driving chain complies with various international standards. The pitch of the doubl...
See Details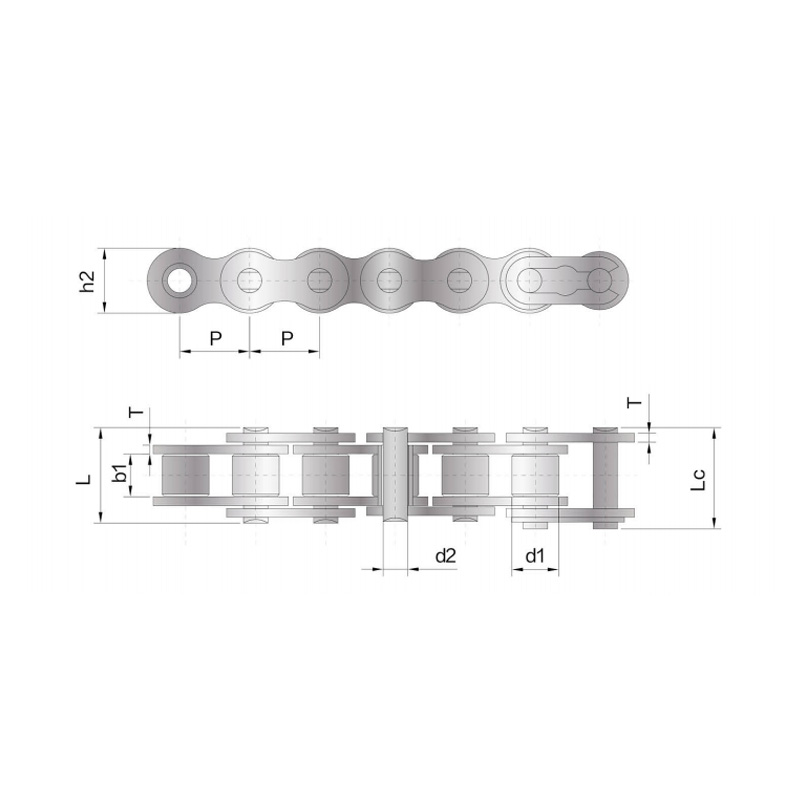
We also produce single row roller drive chains in more sizes and varieties. Customised products, sui...
See Details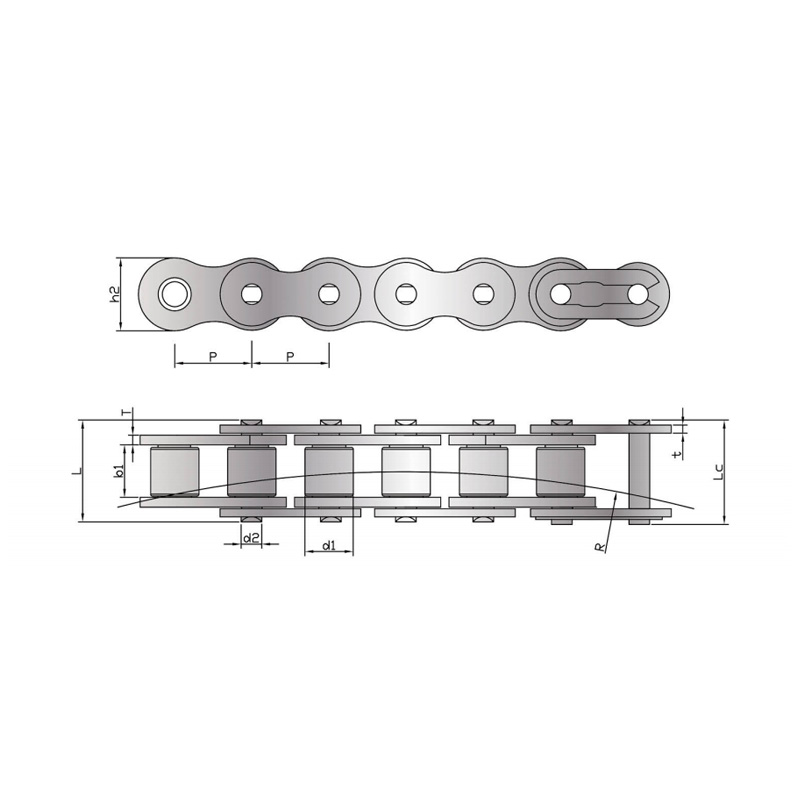
Side bow chain refers to changing the size of parts in the design of short-pitch precision roller ch...
See Details
The Anti-Sidebow chain for pushing window is a functional product with specially designed parts and ...
See Details
The A series short-pitch straight plate precision roller chain has a smaller pitch, a relatively lar...
See Details© Suzhou Fubang Machinery Chain Transmission Manufacturing Co., Ltd. Stainless Steel Roller Chains Manufacturers Conveyor Chains Suppliers
