 简体中文
简体中文 English
English русский
русский Español
EspañolFubang is a professional manufacturer specializing in the design, production and sales of stainless steel chains.
Our A series short pitch precision roller chains comply with various international standards and are...
See DetailsContent
For reliable mechanical power transmission, a correctly specified and maintained drive chain achieves up to 98% efficiency, directly reducing energy loss and unplanned downtime. The most critical maintenance metric is chain elongation: once a chain stretches beyond 3% of its original length, failure becomes imminent. Therefore, regular elongation measurement and appropriate lubrication form the foundation of effective drive chain management.
Chain elongation does not result from stretching the metal itself, but from wear at the pin and bushing surfaces. Each articulation removes microscopic particles, gradually increasing the pitch length. A new ANSI 40 roller chain has a pitch of 12.70 mm. Elongation of just 0.5% already indicates significant pin wear, while elongation beyond 1.5% to 2% leads to rough engagement with sprockets, accelerated wear, and risk of jumping teeth. For high-speed applications above 500 rpm, replacement should be planned when elongation reaches 1%.
For example, a 1-meter section of a worn drive chain measuring 1012 mm has an elongation of 1.2%, which is still acceptable for low-speed drives under 200 rpm, but critical for high-speed conveyors. This measurement method allows predictive replacement instead of reactive failure management.
Lubrication reduces friction between pins and bushings, and between rollers and sprocket teeth. Without proper lubrication, a drive chain can lose up to 5% of its efficiency within 100 operating hours, and wear rates increase by a factor of up to 7 times. The correct lubrication method depends on chain speed and operating environment.
| Chain Speed | Method | Oil Application Rate |
|---|---|---|
| Up to 200 m/min | Manual (brush or drip) | Every 8 hours, 2-3 drops per link |
| 200 – 600 m/min | Drip lubrication | 6-12 drops per minute |
| Above 600 m/min | Oil bath or forced circulation | Oil level up to lowest chain pitch |
For oil bath lubrication, the oil must reach a viscosity of 68 to 100 cSt at 40°C for most industrial drives. If the chain runs at elevated temperatures above 70°C, synthetic oils with higher viscosity indexes maintain the lubricating film better than mineral oils. Chains running dry or with insufficient lubrication show a sharp increase in pin temperature, often exceeding 85°C measured by infrared thermography, which directly correlates to accelerated elongation.
Undersizing a drive chain leads to rapid fatigue failure, while oversizing adds unnecessary inertia and cost. The design power for chain selection equals the transmitted power multiplied by a service factor. For a typical conveyor drive running 10 hours per day with moderate shock loads, the service factor is 1.2 to 1.4. For example, a motor delivering 7.5 kW at 300 rpm requires a design power of 9.0 to 10.5 kW. Referring to manufacturer rating tables for ANSI 80 (pitch 25.40 mm) or ANSI 100 (pitch 31.75 mm) chains becomes necessary in this range.
Multiple strand chains increase power capacity but reduce flexibility and require more precise alignment. A double-strand (two-strand) chain carries approximately 1.7 times the power of a single strand, while a triple-strand carries 2.5 times. However, load imbalance between strands is common. To avoid uneven wear, the sprockets must have a total misalignment of less than 0.25 mm per 300 mm of shaft length. For drives exceeding 30 kW, a single wide-strand chain is often more reliable than multiple narrow strands because the risk of uneven load distribution is lower.
Proper chain sag on the slack side is essential for reducing shock loads and sprocket wear. For horizontal drives with centers within 1 meter, the sag should be 2% to 3% of the center distance. For a 600 mm center distance, this equals 12 to 18 mm of total vertical deflection measured at the midpoint of the slack strand. Too tight a chain (sag below 1%) increases bearing loads and creates tensile spikes during starting torque. Too loose (sag above 5%) allows chain whip and chordal action to generate vibration frequencies that can resonate with the drive structure.
The chain tension can be estimated by measuring the force required to deflect the slack span by 1% of the center distance. For a typical industrial drive, a deflection force of 2 to 5 N per millimeter of chain width is appropriate for the slack side. If the measured force exceeds 8 N/mm, over-tensioning is likely. Chains subjected to repeated high-tension peaks above 30% of their ultimate tensile strength will fail by fatigue fracture of the side plates within 10 million to 20 million cycles, which at 500 rpm equates to only 300 to 600 operating hours.
A systematic inspection schedule prevents catastrophic failure. For continuous 24/7 operations, inspect lubrication condition and chain sag weekly. Measure elongation every 500 operating hours or monthly. Record elongation values on a trend chart. Replace the chain when the measured elongation reaches 2.0% for enclosed drives and 1.5% for open or abrasive environments. Sprockets must also be replaced when tooth flank wear exceeds 0.5 mm on a pitch diameter for ANSI 60 and smaller chains, or when the tooth profile becomes hooked. Reusing worn sprockets with a new chain reduces the new chain service life by up to 75% because the chain seats deeper into the worn tooth profile, increasing articulation angle and pin wear.
For critical drives where unplanned stop costs exceed the chain price by a factor of 20 or more, implement a wear limit of 1.0% elongation as the replacement threshold. This conservative limit, combined with weekly oil level checks and monthly thermography, extends the mean time between failures from a typical 8,000 hours to over 25,000 hours for well-maintained chains operating within rated loads.
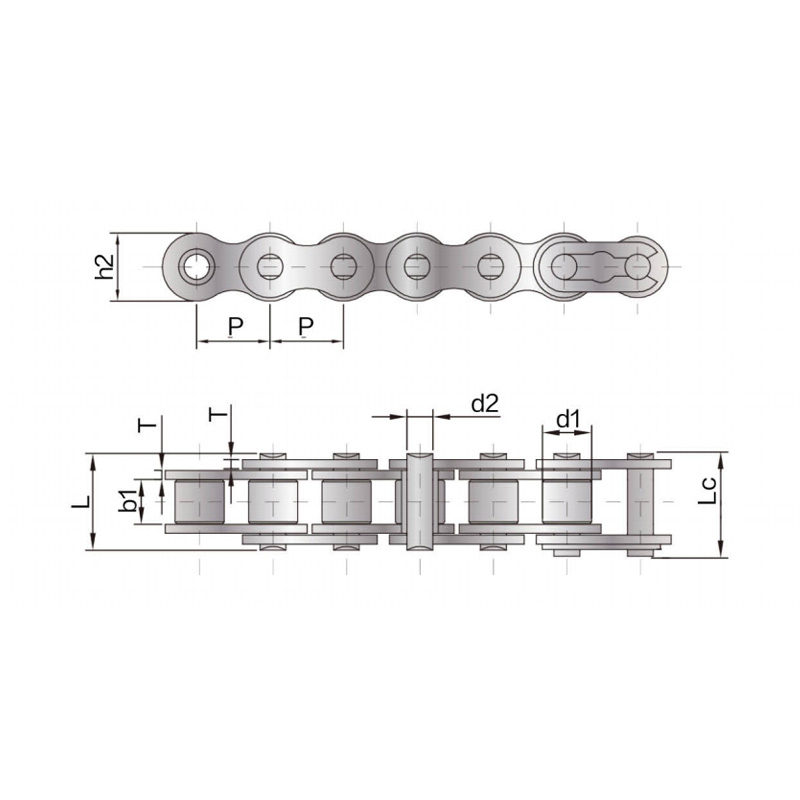
Our A series short pitch precision roller chains comply with various international standards and are...
See Details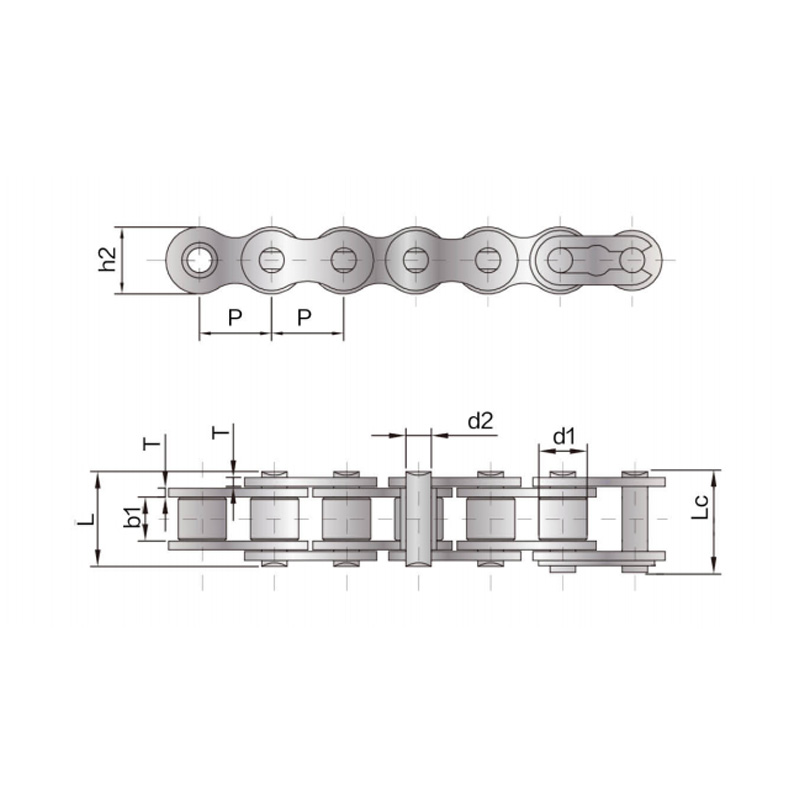
The tensile strength and fatigue strength of the B series short pitch precision roller chain reach 1...
See Details
The Heavy-duty precision roller chain adopts a thickened chain plate design based on the short-pitch...
See Details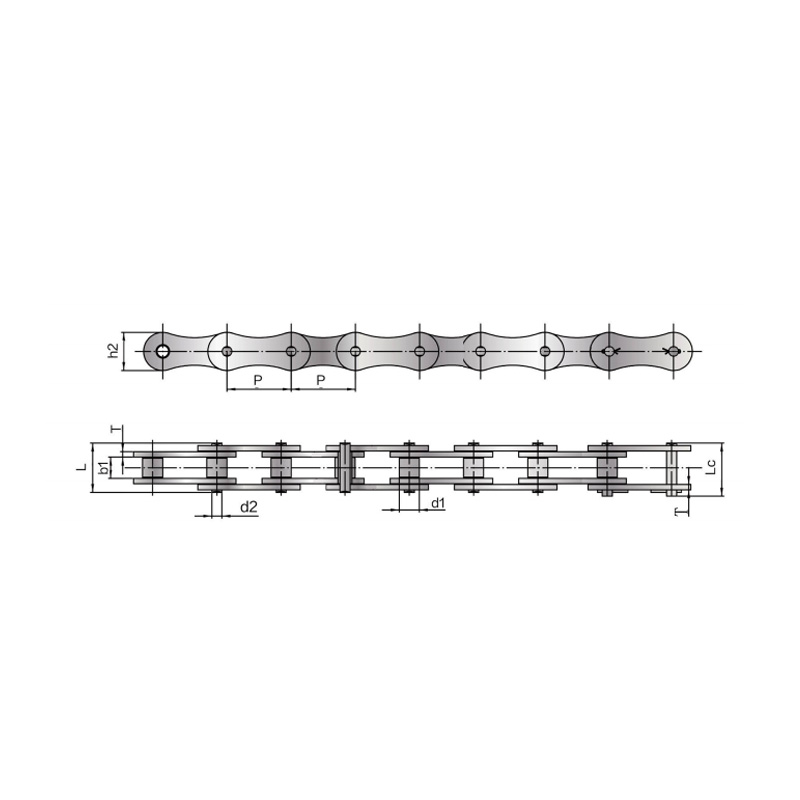
The double pitch driving chain complies with various international standards. The pitch of the doubl...
See Details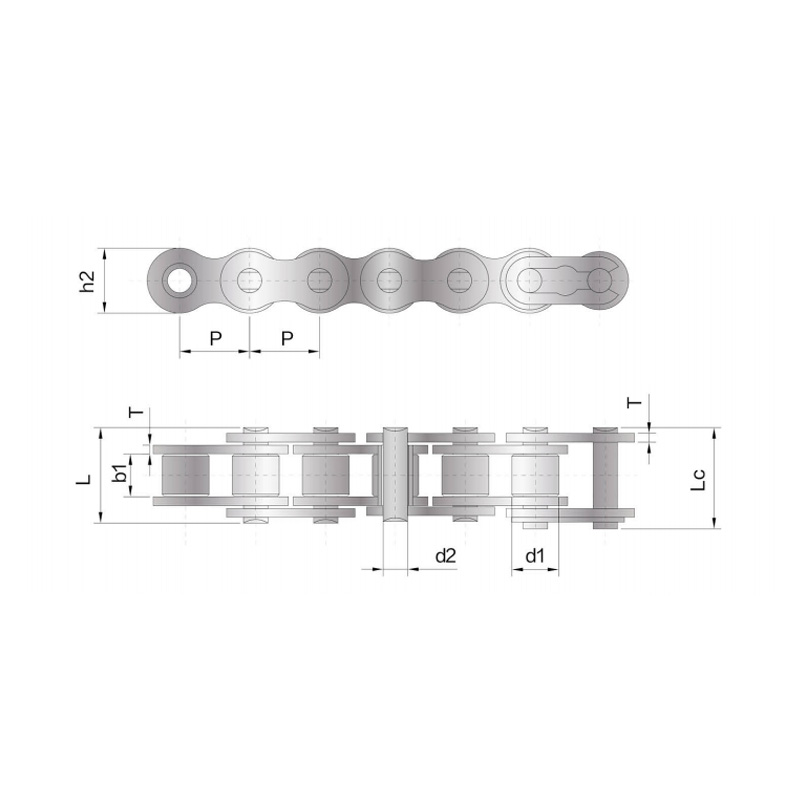
We also produce single row roller drive chains in more sizes and varieties. Customised products, sui...
See Details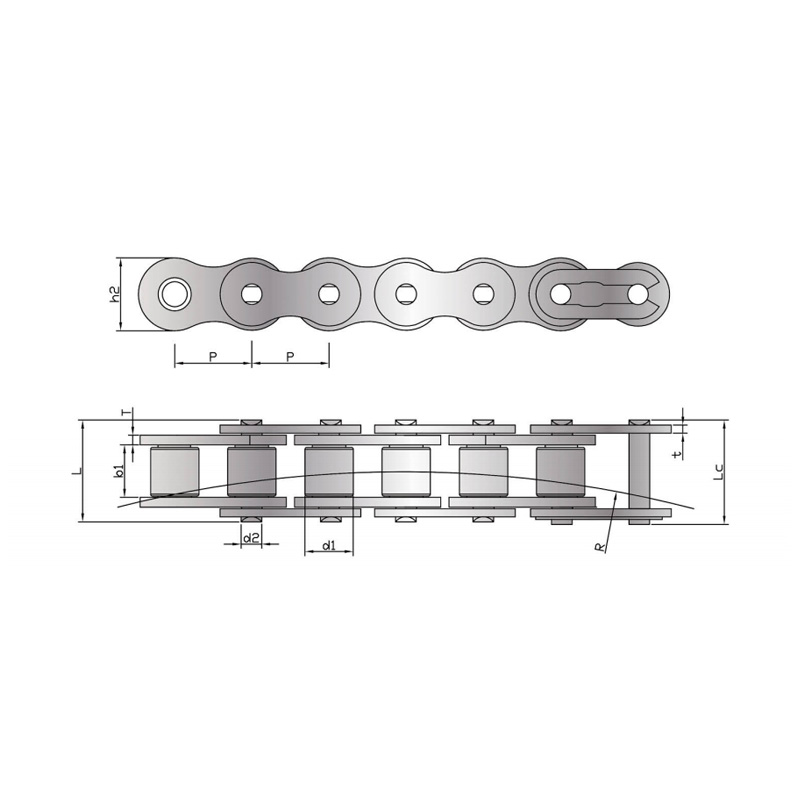
Side bow chain refers to changing the size of parts in the design of short-pitch precision roller ch...
See Details
The Anti-Sidebow chain for pushing window is a functional product with specially designed parts and ...
See Details
The A series short-pitch straight plate precision roller chain has a smaller pitch, a relatively lar...
See Details© Suzhou Fubang Machinery Chain Transmission Manufacturing Co., Ltd. Stainless Steel Roller Chains Manufacturers Conveyor Chains Suppliers
