 简体中文
简体中文 English
English русский
русский Español
EspañolFubang is a professional manufacturer specializing in the design, production and sales of stainless steel chains.
Our A series short pitch precision roller chains comply with various international standards and are...
See DetailsContent
Selecting the right conveyor chain directly impacts line efficiency, downtime, and product integrity. Free flow conveyor chains provide a unique advantage by allowing pallets to accumulate and stop independently while the chain keeps running, making them indispensable for modern assembly, testing, and packaging systems. Their robust construction with high-grade stainless steel ensures high strength, precision, and resistance to wear and corrosion in demanding environments.
A free flow conveyor chain differs fundamentally from a standard roller chain. Standard chains positively drive the conveyed pallet, meaning the pallet moves at exactly the chain speed and cannot be stopped without halting the entire line. Free flow chains use a two‑track principle: the chain runs continuously in a guide rail, while pallets ride on the chain’s top rollers. When a pallet is stopped by a pneumatic stopper or a simple back‑pressure accumulation, the rollers beneath it rotate freely while the chain continues to circulate. This decouples pallet movement from chain movement, enabling accumulation without line pressure, precise positioning, and controlled release in automated workstations.
The operating environment often dictates material choice. Free flow conveyor chains manufactured from stainless steel grades offer a clear advantage where washdowns, humidity, chemicals, or extreme temperatures are present. The table below summarizes commonly applied stainless steels and their key attributes.
| Material Grade | Key Characteristic | Typical Application |
|---|---|---|
| SS304 | Good general corrosion resistance | Food processing, packaging |
| SS316 | Superior pitting resistance in chloride environments | Pharmaceutical, marine washdown |
| SS410/SS420 | High hardness and wear resistance | Dry, abrasive environments |
| SS630 (17-4PH) | High strength combined with good corrosion resistance | Heavy loads, aerospace support equipment |
Chains manufactured from precipitation‑hardened SS630 can reach tensile strengths exceeding 1,000 MPa, while duplex SS2205 delivers twice the yield strength of standard austenitic grades and excellent stress corrosion cracking resistance. These material properties allow free flow conveyor chains to handle single‑pallet loads often ranging from 100 kg to well over 1,000 kg, depending on chain pitch and roller design.
No two production lines are identical. Free flow conveyor chains are routinely custom‑engineered to match the exact pallet width, pitch, and attachment requirements. Typical customizations include:
Engineers design these chains directly from customer drawings or samples. The goal is a drop‑in replacement that fits existing guide profiles and sprockets while improving uptime and service life.
Reputable manufacturers align their chain production with international standards including ISO 606, ANSI B29.1, and DIN 8187/8188. Conformity ensures interchangeability with existing sprockets and predictable performance. The entire manufacturing process, from raw material inspection to final assembly, typically follows certified quality management systems. Advanced facilities maintain ISO 9001:2015 and ISO 14001:2015 certifications, combining rigorous dimensional checks with environmental responsibility. Such quality frameworks deliver chains with consistent pitch accuracy, hardened pins, and precision‑ground rollers that directly reduce elongation and wear rate in operation.
Free flow conveyor chains excel wherever accumulation, precision stopping, or gentle product handling is required. Their high strength and corrosion resistance make them a preferred choice across a broad spectrum:
A methodical evaluation prevents premature failure. Start with the maximum pallet weight and accumulation pressure, then consider chain speed and daily operating hours. In wet environments, prioritize material grade over initial cost: SS316 often yields a three‑ to five‑times longer service life than zinc‑plated carbon steel, offsetting replacement and downtime expense. Verify that the chain’s attachment design matches the pallet guidance method, and confirm that the sprocket material is compatible to avoid galvanic corrosion. When ordering custom free flow conveyor chains, always provide a complete specification sheet including pitch, roller diameter, inner width, attachment type, and material grade. This allows the manufacturer to deliver a fully compatible, ready‑to‑install solution that maximizes throughput and minimizes maintenance intervention.
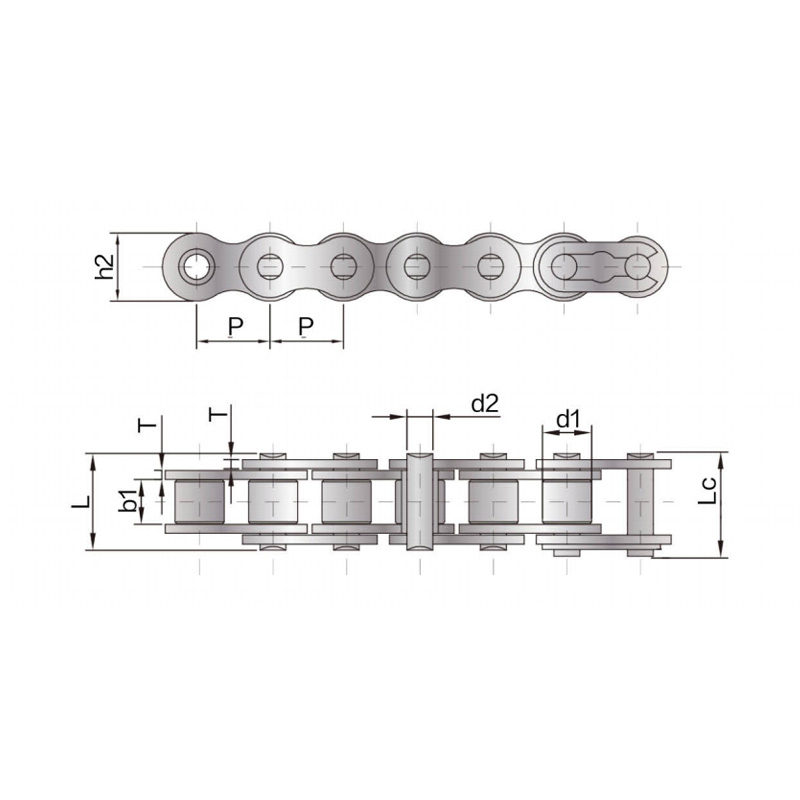
Our A series short pitch precision roller chains comply with various international standards and are...
See Details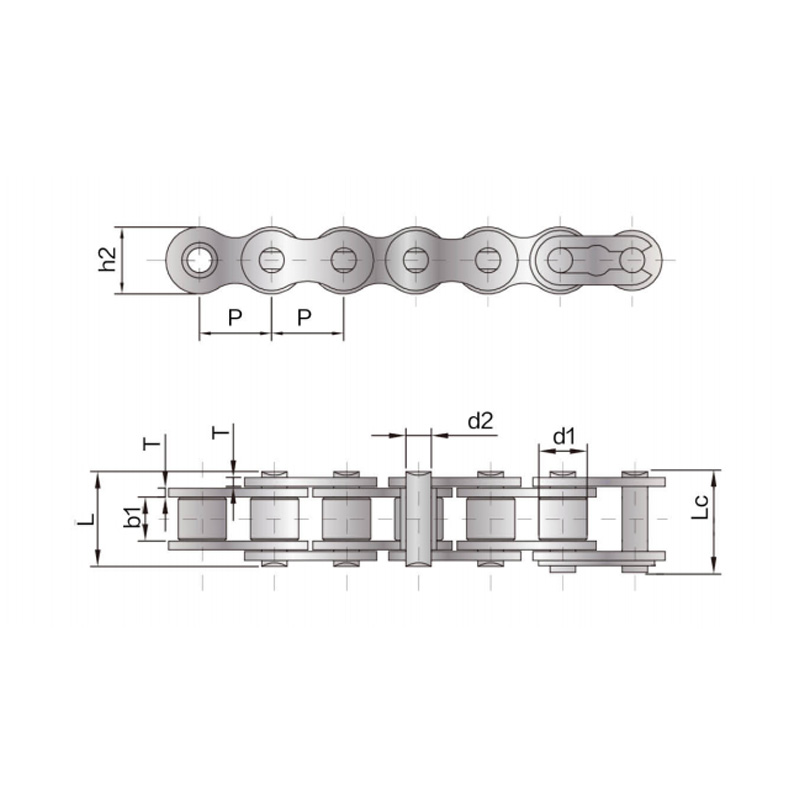
The tensile strength and fatigue strength of the B series short pitch precision roller chain reach 1...
See Details
The Heavy-duty precision roller chain adopts a thickened chain plate design based on the short-pitch...
See Details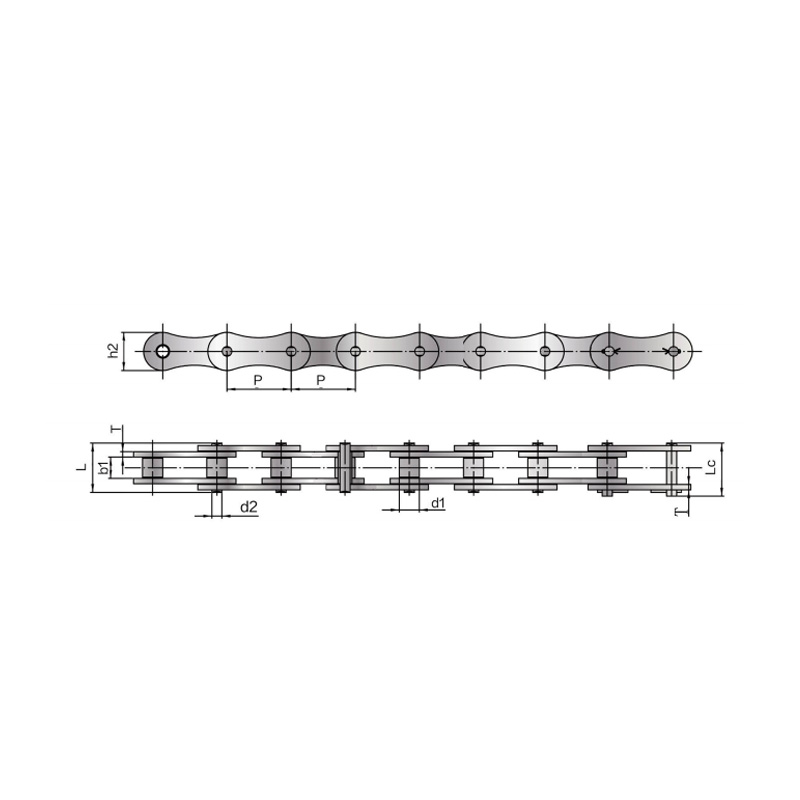
The double pitch driving chain complies with various international standards. The pitch of the doubl...
See Details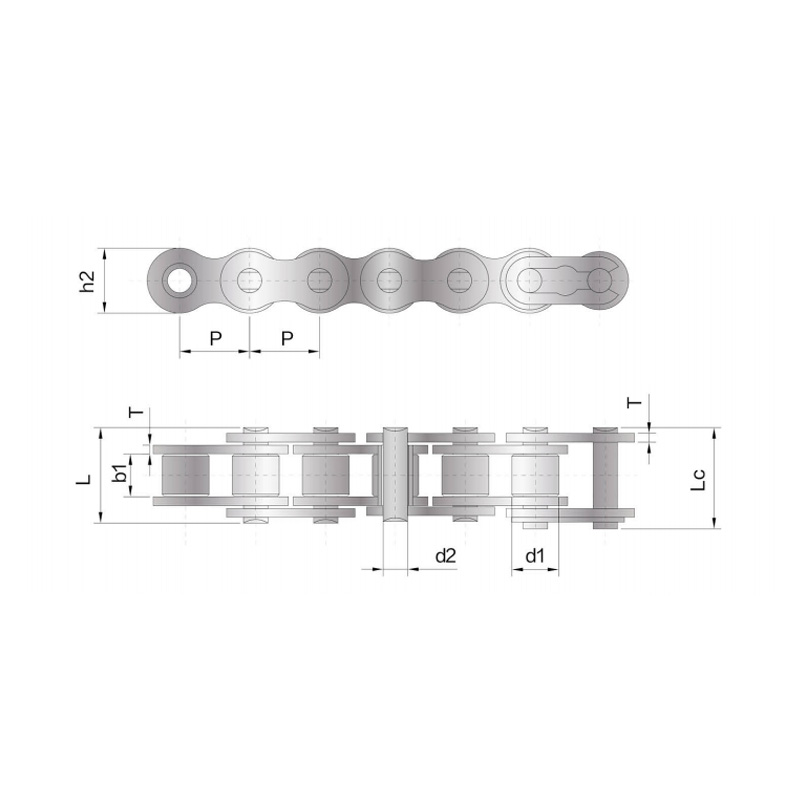
We also produce single row roller drive chains in more sizes and varieties. Customised products, sui...
See Details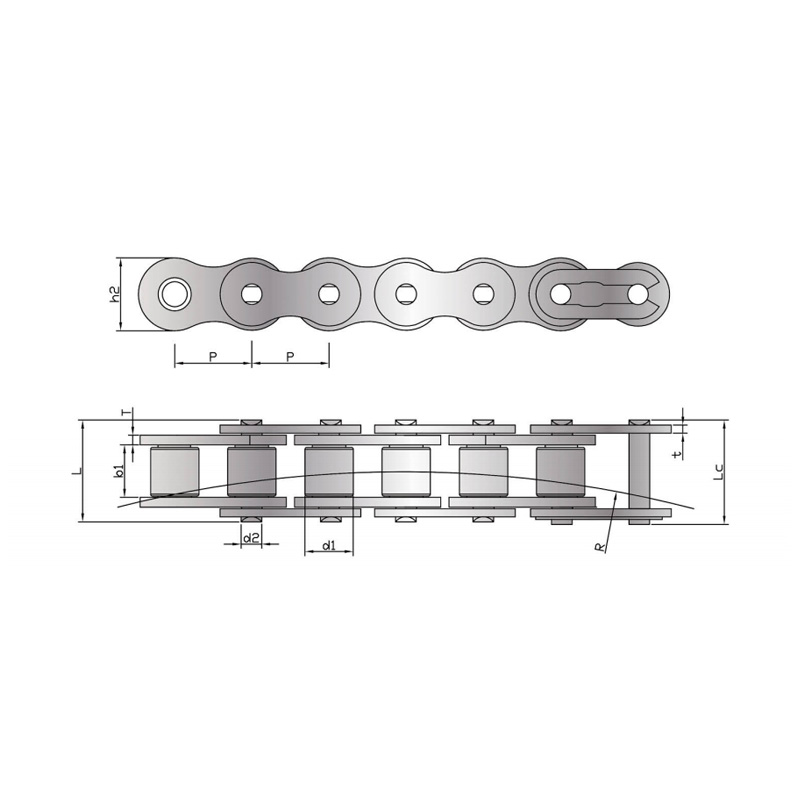
Side bow chain refers to changing the size of parts in the design of short-pitch precision roller ch...
See Details
The Anti-Sidebow chain for pushing window is a functional product with specially designed parts and ...
See Details
The A series short-pitch straight plate precision roller chain has a smaller pitch, a relatively lar...
See Details© Suzhou Fubang Machinery Chain Transmission Manufacturing Co., Ltd. Stainless Steel Roller Chains Manufacturers Conveyor Chains Suppliers
