 简体中文
简体中文 English
English русский
русский Español
EspañolFubang is a professional manufacturer specializing in the design, production and sales of stainless steel chains.
Our A series short pitch precision roller chains comply with various international standards and are...
See DetailsContent
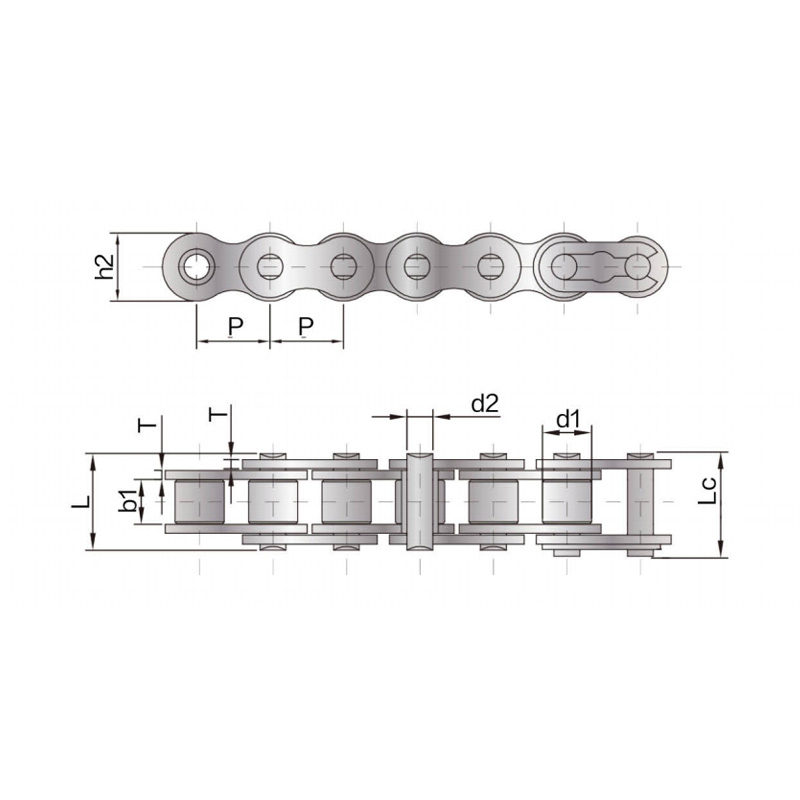
Stainless steel roller chains and conveyor chains represent critical components in modern industrial systems, offering corrosion resistance up to 10 times greater than carbon steel alternatives. These chains are engineered to withstand harsh environments including food processing, pharmaceutical manufacturing, and chemical plants where exposure to moisture, chemicals, and extreme temperatures is constant. The primary advantage lies in their ability to maintain operational integrity in conditions where standard chains would fail within months, delivering service life extensions of 3-5 years in corrosive environments.
The material composition typically includes AISI 304 or AISI 316 stainless steel, with 316 grade offering superior resistance to chlorides and acidic conditions. This makes them indispensable in coastal facilities, dairy operations, and meat processing plants where sanitation requirements and environmental factors demand non-degrading materials.
Stainless steel roller chains follow ISO 606 and ANSI B29.1 standards, with common sizes ranging from 35SS to 240SS pitch configurations. The load-bearing capacity varies significantly based on pitch size and material grade.
| Chain Size | Pitch (mm) | Tensile Strength (kN) | Working Load (kN) |
|---|---|---|---|
| 40SS | 12.70 | 17.8 | 3.56 |
| 50SS | 15.875 | 28.9 | 5.78 |
| 60SS | 19.05 | 40.0 | 8.00 |
| 80SS | 25.40 | 71.2 | 14.24 |
Standard stainless steel chains operate effectively within -20°C to 400°C temperature ranges, though special high-temperature variants can handle up to 650°C in specific applications. The thermal expansion coefficient of approximately 17.3 × 10⁻⁶/°C must be factored into system design to prevent binding or excessive slack during temperature fluctuations.
Conveyor chains differ from standard roller chains through specialized attachments and configurations designed for material handling. These include slat-top chains, tabletop chains, and specialty chains with extended pins for supporting conveyor platforms.
Proper conveyor chain selection requires analyzing several engineering factors. The chain pitch must accommodate sprocket dimensions while maintaining a minimum of 17 teeth on drive sprockets to prevent polygonal action and reduce wear. Center distance between sprockets should equal 30-50 times the chain pitch for optimal performance, with longer distances requiring tensioning mechanisms to compensate for stretch.
The choice between AISI 304 and 316 stainless steel significantly impacts chain performance and cost. Grade 316 chains cost approximately 20-30% more than 304 equivalents but deliver superior protection in specific environments.
| Property | 304 Stainless Steel | 316 Stainless Steel |
|---|---|---|
| Chromium Content | 18-20% | 16-18% |
| Nickel Content | 8-10.5% | 10-14% |
| Molybdenum Content | None | 2-3% |
| Chloride Resistance | Moderate | Excellent |
| Recommended Environment | General corrosive conditions | Marine, acidic, high-chloride |
For coastal installations or facilities using chlorine-based sanitizers, 316 stainless steel prevents pitting corrosion that can reduce chain life by up to 70% compared to 304 grade in the same conditions.
Stainless steel chains in food processing require NSF H1-certified lubricants that meet FDA regulations for incidental food contact. Synthetic polyalphaolefin (PAO) based lubricants provide operating temperature ranges from -40°C to 200°C while maintaining film strength under heavy loads. Application frequency depends on operating conditions:
Chain elongation serves as the primary wear indicator. Measure a specific number of pitches (typically 20-30 links) and compare against the original dimension. Replacement is recommended when elongation exceeds 3% of the original length, as continued operation beyond this point accelerates sprocket wear and increases failure risk. For a 60SS chain with 25.4mm pitch measured over 20 links (original length 508mm), replacement should occur when length reaches 523.24mm.
While stainless steel chains command premium prices 2.5-4 times higher than carbon steel equivalents, the total cost of ownership often favors stainless steel in corrosive environments. A beverage bottling facility case study demonstrated that switching from carbon steel to 316 stainless steel chains reduced annual replacement costs from $45,000 to $12,000 over a five-year period.
The payback calculation must account for:
In high-corrosion applications, the payback period typically ranges from 6-18 months, making stainless steel the economically superior choice despite higher upfront investment.
Correct initial tension prevents premature wear and ensures smooth operation. The chain should have 2-3% sag in the slack strand when measured at the midpoint between sprockets. For a 2-meter center distance, this translates to 40-60mm of vertical deflection under moderate finger pressure. Excessive tension increases bearing loads and power consumption by up to 15%, while insufficient tension causes chain whip and tooth jumping.
Misalignment represents the leading cause of premature chain failure. Parallel shafts must maintain angular alignment within 0.5 degrees, and offset should not exceed 1% of the center distance. Use a straightedge or laser alignment tools to verify sprocket faces are coplanar. Even 2-degree misalignment can reduce chain life by 50% through uneven load distribution and accelerated side-plate wear.
Stainless steel components are susceptible to galling when metal surfaces seize together under pressure. During installation, apply anti-seize compounds containing copper or nickel to pin-bushing interfaces. Torque connecting links and master links to manufacturer specifications, typically 15-25 Nm for small pitch chains, using calibrated torque wrenches to prevent over-tightening that initiates galling.
Advanced manufacturing techniques are enhancing stainless steel chain performance. Laser welding of side plates eliminates riveting weak points, increasing tensile strength by 12-18% while maintaining corrosion resistance. Surface treatments such as nitriding create hardened layers that extend wear life in abrasive environments without compromising the underlying corrosion protection.
Smart chain technology integrates RFID chips and wear sensors into chain links, enabling predictive maintenance programs. These systems monitor real-time elongation, temperature, and load data, transmitting alerts when parameters exceed thresholds. Early adopters report 30-40% reduction in unexpected downtime through proactive replacement scheduling based on actual condition rather than time-based intervals.
Hybrid chain designs combining stainless steel critical components with engineered plastics for non-load-bearing elements offer weight reductions of 20-35% while maintaining strength and corrosion resistance, particularly beneficial in high-speed conveyor applications where reduced inertia lowers energy consumption.
Our A series short pitch precision roller chains comply with various international standards and are...
See Details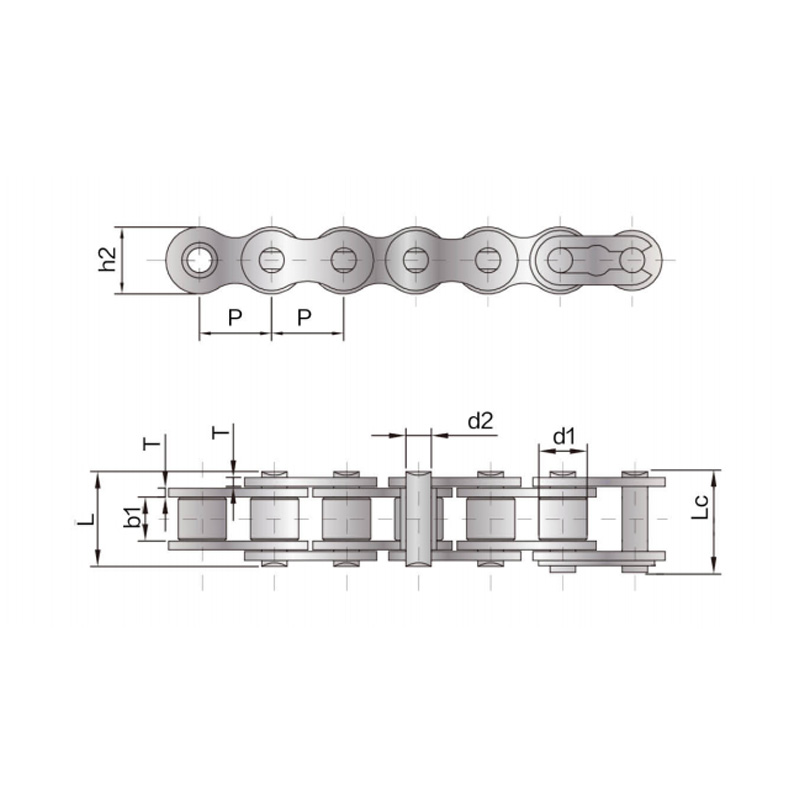
The tensile strength and fatigue strength of the B series short pitch precision roller chain reach 1...
See Details
The Heavy-duty precision roller chain adopts a thickened chain plate design based on the short-pitch...
See Details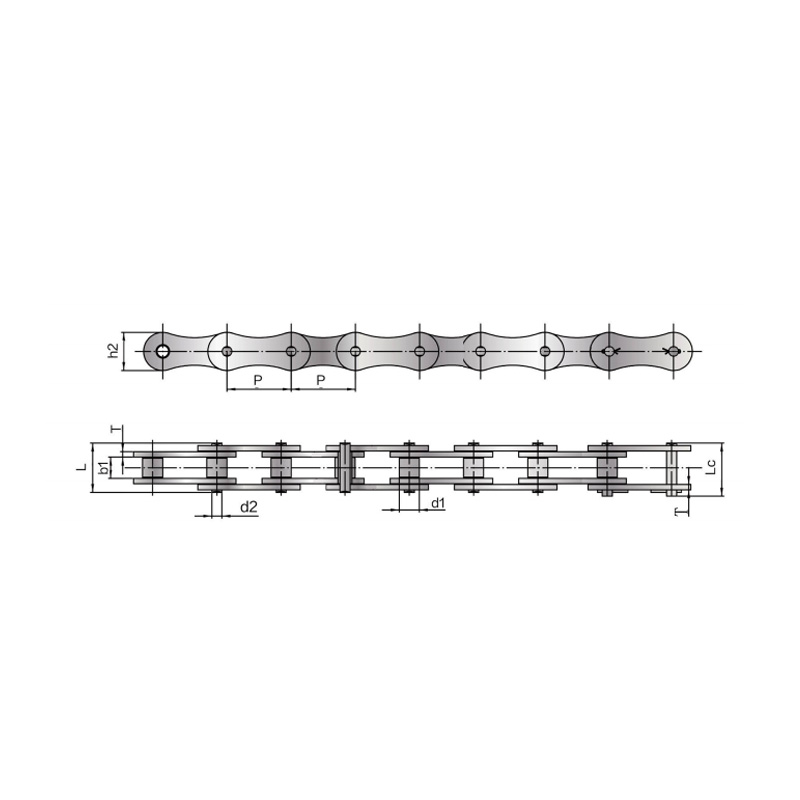
The double pitch driving chain complies with various international standards. The pitch of the doubl...
See Details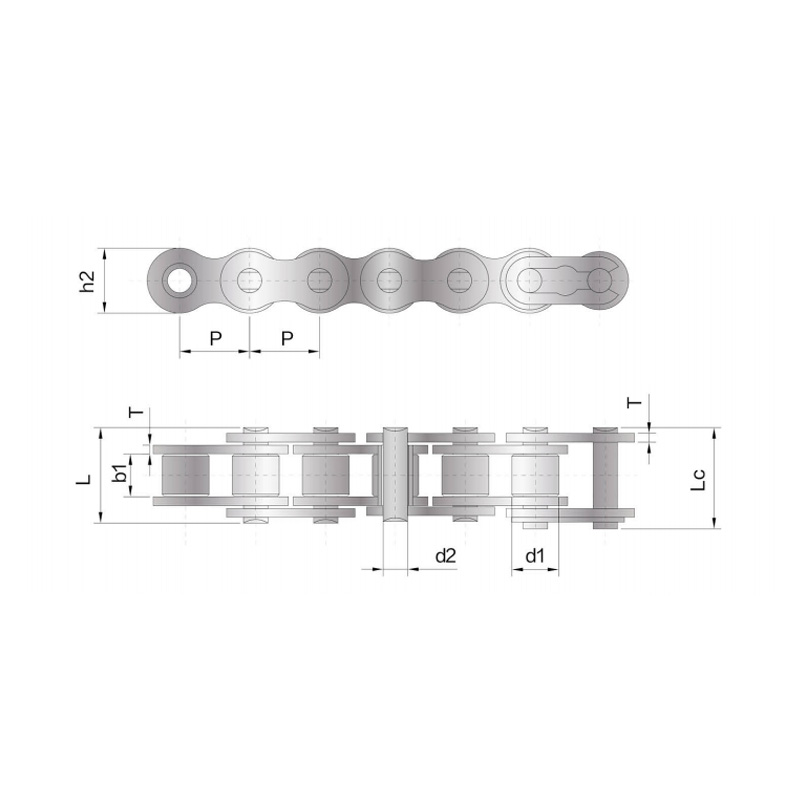
We also produce single row roller drive chains in more sizes and varieties. Customised products, sui...
See Details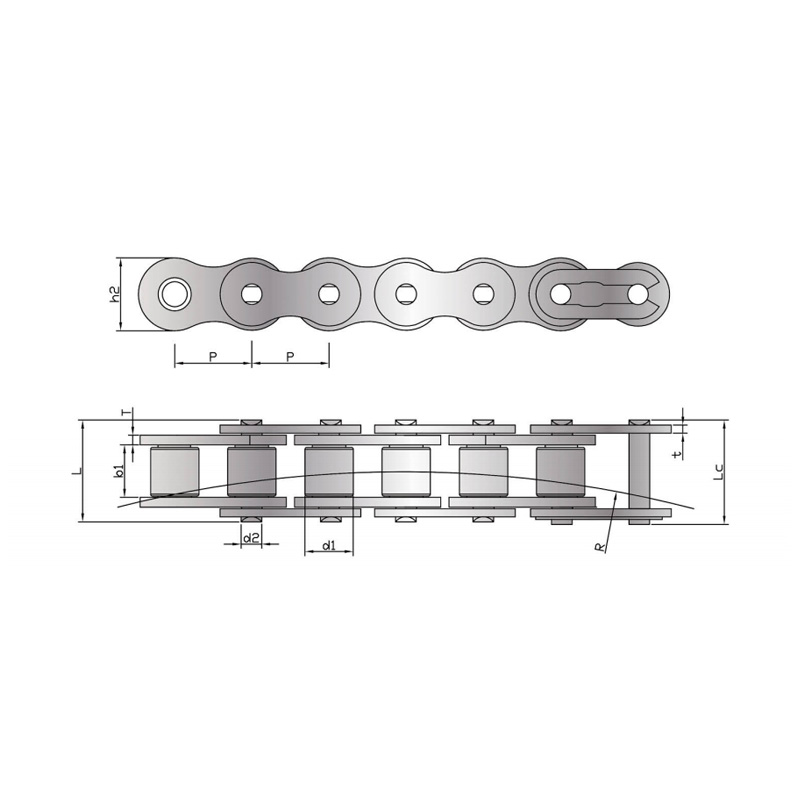
Side bow chain refers to changing the size of parts in the design of short-pitch precision roller ch...
See Details
The Anti-Sidebow chain for pushing window is a functional product with specially designed parts and ...
See Details
The A series short-pitch straight plate precision roller chain has a smaller pitch, a relatively lar...
See Details© Suzhou Fubang Machinery Chain Transmission Manufacturing Co., Ltd. Stainless Steel Roller Chains Manufacturers Conveyor Chains Suppliers
