 简体中文
简体中文 English
English русский
русский Español
EspañolFubang is a professional manufacturer specializing in the design, production and sales of stainless steel chains.
Our A series short pitch precision roller chains comply with various international standards and are...
See DetailsContent
Selecting the wrong plastic conveyor chain can stall an entire production line — triggering premature wear, unexpected downtime, and costly replacements. Yet with dozens of material grades and chain configurations on the market, making the right call is anything but straightforward. This guide breaks down the core variables — materials, design types, and performance benchmarks — so you can match the ideal chain to your exact operating conditions.
The polymer used in a plastic conveyor chain determines its chemical resistance, temperature tolerance, friction behavior, and load ceiling. Three thermoplastics dominate the market, each with a distinct performance envelope.
Polyoxymethylene (POM / Acetal) is the default choice for most general industrial applications. It delivers an excellent combination of high stiffness, low friction, dimensional stability, and wear resistance. Its operating range spans roughly -40°C to 120°C, making it effective in both ambient and moderately heated environments. POM can be modified with conductive carbon black for electronics applications where static discharge must be prevented, or blended with aramide fibers to significantly boost wear resistance in abrasive environments such as glass and ceramics production. Fubang's plastic conveyor chains use FDA-certified food-grade POM, which meets the standards required for direct food-contact applications.
Polypropylene (PP) excels where chemical exposure is a primary concern. It resists organic solvents, degreasing agents, and electrolytic attack, making it a natural fit for chemical handling and wet processing environments. PP operates up to approximately 100°C and is frequently specified for spacers, wear strips, and roller chains in corrosive zones. Additives can be blended in to further tailor its mechanical or thermal properties.
Polyamide (Nylon / PA6) brings superior mechanical strength, toughness, and a high melting point — around 220°C — making it the candidate of choice for high-temperature conveying lines such as bakery ovens or industrial drying tunnels. Its inherent lubricity reduces friction without added lubricants, though PA6 does absorb some moisture, which should be factored into dimensional calculations in humid environments.
For extreme thermal conditions beyond these standard materials, specialized polymers such as PEEK (Polyetheretherketone) or HTN (High-Temperature Nylon) are available, capable of sustained performance at temperatures exceeding 200°C.
| Material | Temperature Range | Key Strength | Typical Use Case |
|---|---|---|---|
| POM (Acetal) | -40°C to 120°C | Low friction, dimensional stability | General industry, food processing |
| PP (Polypropylene) | Up to 100°C | Chemical resistance | Chemical handling, wet environments |
| PA6 (Nylon) | Up to ~220°C | High strength, self-lubricating | High-temperature processing lines |
| PEEK / HTN | 200°C+ | Extreme thermal stability | Specialized industrial processes |
Material is only half the equation. The structural design of a conveyor chain governs how it handles curves, inclines, load distribution, and cleaning access. Understanding the major design categories prevents costly mismatches.
Modular flat-top chains are built from interlocking plastic segments connected by metal or plastic pins. Individual links can be swapped out without removing the entire chain — a repair that typically takes 10 to 15 minutes rather than hours. This design is the workhorse of packaging, bottling, and distribution lines where uptime is critical.
Side-flexing chains are engineered for layouts with horizontal curves, S-bends, or U-turns. Their segmented construction allows smooth lateral movement while maintaining product stability, eliminating the need for additional transfer conveyors and reducing both floor space requirements and potential product damage at handoff points.
Roller top and tabletop chains use a low-friction running surface — either embedded rollers or a flat plate — to reduce drag on the conveyed product. These designs are favored in accumulation zones where products need to stop while the chain keeps moving, or in high-speed lines where surface friction would otherwise cause product scuffing.
Heat-resistant chains use specialized high-temperature polymers in place of standard POM or PP. They are optimized for straight or near-straight runs through ovens, dryers, or heated washdown zones where standard plastic grades would deform or fail.
Anti-static chains incorporate conductive additives to safely dissipate electrostatic charge. These are essential on electronics assembly lines handling circuit boards, sensors, and components sensitive to electrostatic discharge.
Chain pitch and width are equally important dimensional parameters. Common pitch sizes range from 0.5 inches to 4 inches, and widths typically span from 1 inch to 12 inches. Selecting the correct pitch ensures smooth sprocket engagement and minimizes wear on both the chain and the drive system.
Three quantitative benchmarks should anchor every chain selection decision: load capacity, speed, and noise output.
Load capacity varies significantly by chain construction. Standard modular plastic chains can support loads up to approximately 1,100 pounds per foot. For applications beyond this range, reinforced designs or slat-and-roller configurations are employed to handle greater weights with minimal deflection. Short pitch conveyor chains with extended pins are specifically designed to withstand greater weight and pressure in demanding conveying scenarios.
Weight and energy consumption are direct cost factors. Plastic conveyor chains are up to 40% lighter than equivalent steel chains, which means they can be driven by smaller, more energy-efficient motors. This weight reduction lowers both capital expenditure on drive components and ongoing electricity costs across a chain's service life.
Noise reduction is a frequently underestimated advantage. Plastic chains cut noise emission levels by up to 80% compared to metal chains. In enclosed production facilities, this translates directly into compliance with occupational noise exposure regulations and a more productive working environment.
Maintenance requirements differ fundamentally from metal systems. Plastic chains made from wear-resistant synthetic materials require no lubrication and are effectively maintenance-free in normal service. When wear does occur, the modular construction ensures only the affected section needs replacing — avoiding the cost and downtime of a full chain change.
Plastic conveyor chains are deployed across a wide range of sectors, each placing distinct demands on material and design.
In food and beverage processing, hygiene is non-negotiable. Chains must meet FDA or EU 10/2011 food-contact standards, resist frequent high-pressure washdowns with caustic cleaning agents, and use open designs that prevent bacterial buildup. Food-grade POM with certified compliance is the standard specification. Conveyed products range from fragile glassware and filled bottles to frozen goods in sub-zero storage environments.
In pharmaceutical manufacturing, clean-room compatibility and traceability are priorities. Plastic chains with smooth, crevice-free surfaces minimize contamination risk, while static-dissipative variants protect sensitive compounds from charge-related degradation.
In automotive assembly, slat conveyors and reinforced plastic chains transport heavy components — engine parts, body panels, and drivetrain assemblies — reliably across production floors. The chains must handle substantial loads while surviving exposure to oils, greases, and machining fluids without swelling or degrading.
In electronics manufacturing, anti-static chains are essential wherever unprotected circuit boards or components move through assembly and inspection stages. The surface resistance of carbon-modified polyacetal chains can reach as low as 1 × 10⁵ Ω, providing a reliable discharge path without damaging sensitive components.
In packaging and logistics, modular designs handle high-speed sorting, accumulation, and divert operations across flat, inclined, and curved layouts — all with minimal maintenance intervention.
A structured selection process prevents the most common and costly errors. Work through these factors in sequence before specifying a chain.
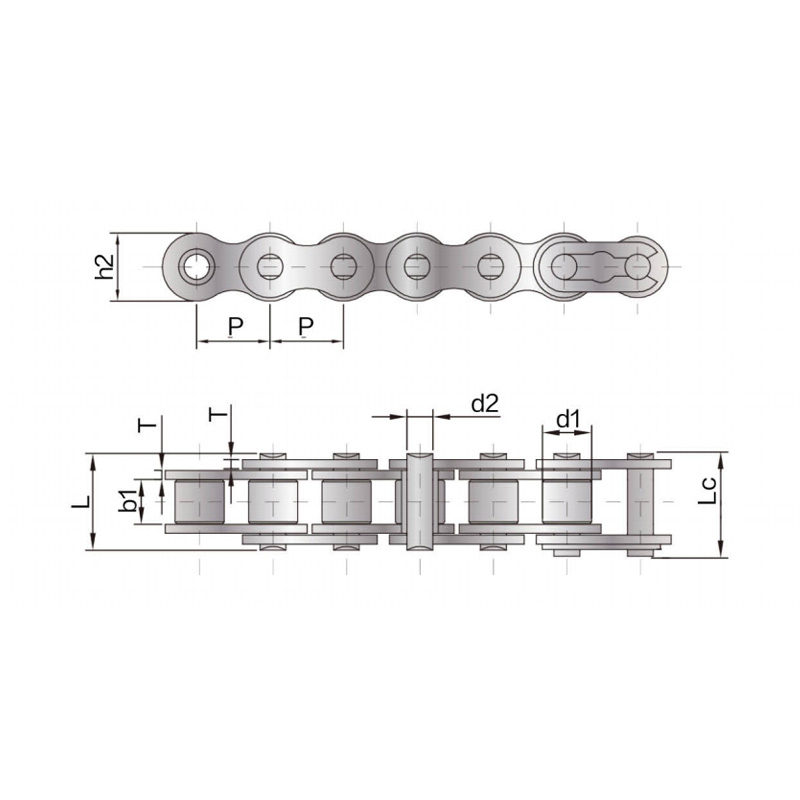
Fubang's plastic conveyor chain is engineered on the proven foundation of the A&B series short-pitch precision roller chain, with inner links redesigned using non-metal materials — primarily FDA-certified food-grade POM and PA6. This approach preserves the dimensional precision and sprocket compatibility of the original metal chain geometry while delivering the weight, noise, and maintenance advantages of high-performance thermoplastics.
All Fubang chains conform to GB, ISO, ANSI, and DIN international standards, and the company holds ISO 9001:2015 quality management and ISO 14001:2015 environmental management certifications. Products are fully customizable according to customer drawings and samples, covering a broad range of pitches, widths, and attachment configurations. Fubang's manufacturing facility spans 18,000 square meters in Suzhou, supported by an R&D cooperation center at Jiangnan University and over 25 years of chain manufacturing experience.
Whether your application demands hygienic food-grade performance, chemical resistance in a washdown environment, or lightweight efficiency in a high-speed packaging line, Fubang offers a plastic conveyor chain specification built to your exact requirements. Contact the Fubang technical team to discuss your application parameters and receive a tailored recommendation.
Our A series short pitch precision roller chains comply with various international standards and are...
See Details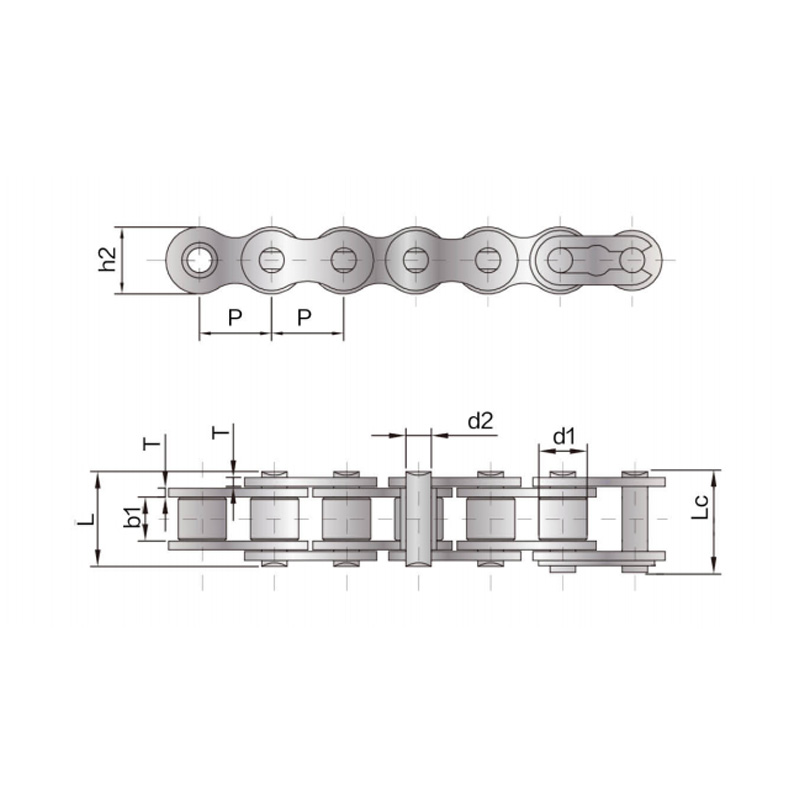
The tensile strength and fatigue strength of the B series short pitch precision roller chain reach 1...
See Details
The Heavy-duty precision roller chain adopts a thickened chain plate design based on the short-pitch...
See Details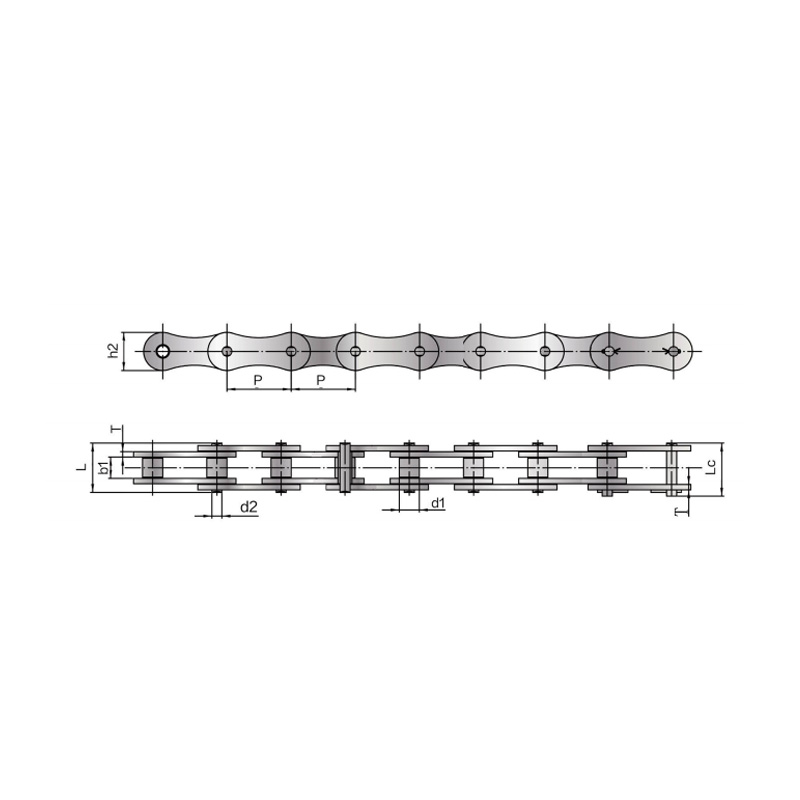
The double pitch driving chain complies with various international standards. The pitch of the doubl...
See Details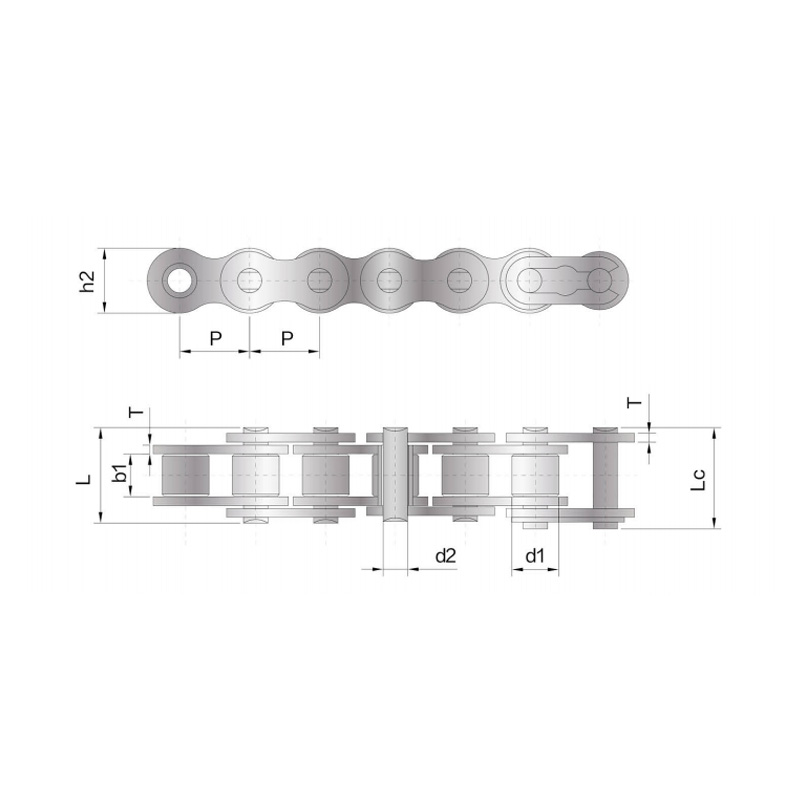
We also produce single row roller drive chains in more sizes and varieties. Customised products, sui...
See Details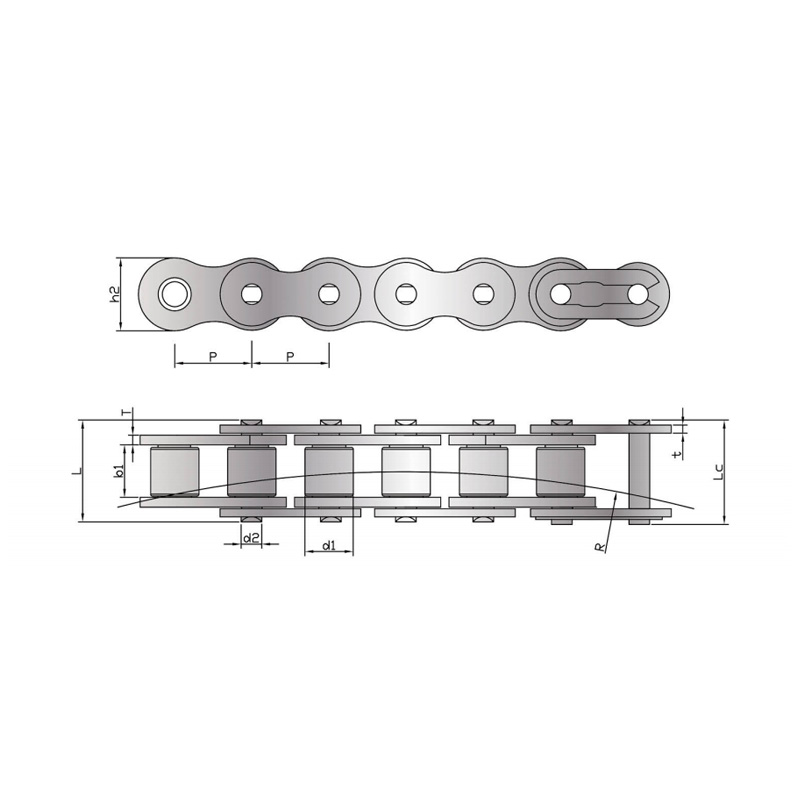
Side bow chain refers to changing the size of parts in the design of short-pitch precision roller ch...
See Details
The Anti-Sidebow chain for pushing window is a functional product with specially designed parts and ...
See Details
The A series short-pitch straight plate precision roller chain has a smaller pitch, a relatively lar...
See Details© Suzhou Fubang Machinery Chain Transmission Manufacturing Co., Ltd. Stainless Steel Roller Chains Manufacturers Conveyor Chains Suppliers
