 简体中文
简体中文 English
English русский
русский Español
EspañolFubang is a professional manufacturer specializing in the design, production and sales of stainless steel chains.
Our A series short pitch precision roller chains comply with various international standards and are...
See DetailsContent
In heavy-duty material handling, every link in your conveyor system directly affects throughput, safety, and operating cost. Among the various chain types available, conveyor bushing chains have become the preferred solution for applications where roller-free design, high tensile strength, and corrosion resistance are non-negotiable. This article breaks down exactly why that is — and what to look for when specifying them for your operation.
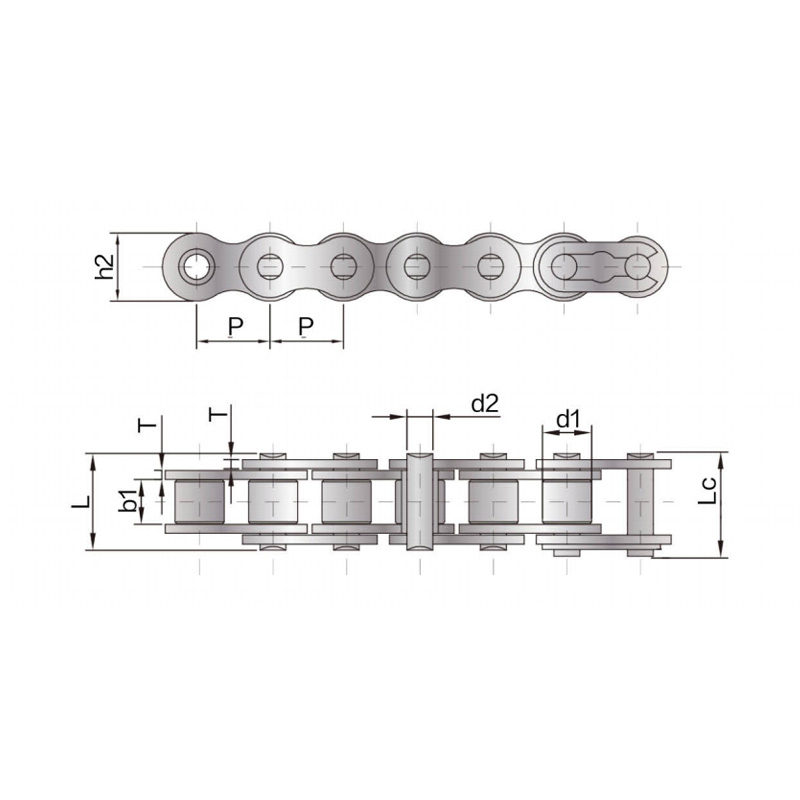
A conveyor bushing chain is a type of industrial chain that omits the outer roller found on standard roller chains, relying instead on a hardened bushing that contacts the sprocket directly. This seemingly simple difference has significant engineering consequences. Without a roller to absorb contact stress, the bushing itself must be precision-machined and heat-treated to sustain repeated loading cycles — making material selection and manufacturing accuracy critical.
Because there are fewer moving parts per link, bushing chains are structurally simpler, easier to clean, and better suited to slow-speed, high-load conveying applications where roller rotation adds little benefit. They are commonly found in metallurgical plants, automotive production lines, food processing equipment, and bulk material transfer systems.
Efficiency in heavy-duty material handling is not just about speed — it is about maximizing uptime, minimizing energy consumption, and reducing the frequency and cost of maintenance interventions. Conveyor bushing chains deliver on all three fronts through their core design attributes.
Higher load capacity per link. Without the hollow cavity required to house a roller, bushing chain link plates can be made thicker and taller, resulting in significantly higher ultimate tensile strength values. For example, Fubang's SS150PLUS bushing chain achieves an ultimate tensile strength of 282.75 kN — more than 3.5 times the capacity of the entry-level SS188 model (78.54 kN) — making it viable for conveying fully-loaded assemblies, heavy castings, or densely packed palletized goods.
Reduced elongation over time. Wear elongation — the gradual stretching of a chain as the pin-bushing interface wears — is the primary cause of chain replacement in heavy-duty systems. Bushing chains designed with tightly toleranced components and proper lubrication pathways experience slower elongation rates, which means fewer emergency shutdowns to re-tension or replace the chain.
Lower total part count. Fewer components mean fewer potential failure points. In applications where accessing the conveyor for maintenance is difficult — such as inside furnaces, over elevated walkways, or in wet process areas — this simplicity translates directly into lower maintenance labor costs and reduced safety risk for technicians.
In harsh industrial environments, the chain material matters as much as the design. Carbon steel chains require regular lubrication and eventually corrode in the presence of moisture, chemicals, or high temperatures — adding hidden costs to the total cost of ownership. Stainless steel bushing chains eliminate most of these constraints.
Fubang's conveyor bushing chains are manufactured from 300 and 400 series stainless steel grades, including SS304, SS316, SS321, SS310, SS410, SS420, SS431, SS630, and SS2205 duplex steel. Each grade targets a specific performance requirement:
This material diversity allows engineers to specify a chain that meets the actual operating conditions rather than over-engineering with an expensive premium grade across the board — a key factor in optimizing lifecycle cost per ton conveyed.
Selecting the right bushing chain requires matching its dimensional and mechanical specifications to the system's load, speed, and geometry. The table below summarizes six standard bushing chain models available from Fubang, covering a range from light industrial to heavy-duty bulk handling:
| Model | Pitch (mm) | Bush Dia. (mm) | Pin Dia. (mm) | UTS (kN) | Weight (kg/m) |
|---|---|---|---|---|---|
| SS188 | 66.27 | 22.4 | 12.7 | 78.54 | 5.6 |
| SS102B | 101.6 | 25.4 | 15.88 | 117.04 | 10.4 |
| SS825 | 101.6 | 29.76 | 19.05 | 149.23 | 8.7 |
| SS825B | 101.6 | 29.76 | 19.05 | 149.23 | 8.7 |
| SS844 | 152.44 | 29.37 | 19.05 | 197.92 | 10.4 |
| SS150PLUS | 153.67 | 44.45 | 25.4 | 282.75 | 16.6 |
When reviewing these figures, pay particular attention to the relationship between pitch and ultimate tensile strength. Longer-pitch models such as the SS844 and SS150PLUS achieve higher UTS values partly because their larger cross-sectional geometry accommodates bigger pins and bushings. For a given conveyor speed, a longer pitch also means lower sprocket RPM, which reduces wear on both the chain and the drive system — an indirect efficiency gain that is easy to overlook during initial specification.
The combination of high tensile strength, corrosion resistance, and a compact design without rollers makes bushing chains the component of choice across several demanding industries.
In metallurgical processing, conveyor chains must withstand radiant heat, scale buildup, and the weight of heavy billets or cathode plates. Stainless steel bushing chains operating in these environments benefit from heat-stable alloy grades that prevent scaling and maintain dimensional integrity through repeated thermal cycles. Fubang supplies dedicated metallurgy chains engineered specifically for smelting and refining operations.
In automotive assembly lines, consistent positioning and zero-stretch performance are critical. An elongated chain misaligns floor skids or hanging fixtures, causing quality issues downstream. Bushing chains' controlled wear rate keeps the conveyor pitch accurate over longer intervals between adjustments, maintaining assembly precision without the labor overhead of frequent readjustment.
In food and pharmaceutical processing, chains must meet hygiene standards while resisting washdown chemicals. Stainless steel bushing chains — particularly those in SS316 or SS2205 — withstand repeated exposure to caustic cleaning agents and high-pressure water jets without surface pitting that would harbor bacteria.
In mining and bulk material handling, chains carry extraordinarily high loads at low speeds. The SS150PLUS model, rated at 282.75 kN, provides the tensile margin needed to handle shock loads from uneven material feed without risk of sudden failure.
A standard bushing chain moves material by supporting it from below or dragging it through a trough. Adding attachments transforms the same base chain into a far more versatile system component. Bushing chains with attachments can incorporate extended pins, bent link plates, side lugs, or custom brackets to grip, lift, orient, or separate products as they travel through the system.
This modularity is a meaningful efficiency driver. Rather than installing separate lifting, positioning, or diverting mechanisms at process transitions, a single chain with appropriate attachments can handle all three functions in a single continuous run — reducing the conveyor's footprint, the number of drive motors required, and the number of potential failure points.
Even the highest-quality bushing chain will underperform if maintenance practices are inconsistent. Three areas deserve attention in any heavy-duty installation.
Lubrication interval and method. Although stainless steel bushing chains are inherently corrosion-resistant, the pin-bushing interface still requires lubrication to minimize adhesive wear. In food-grade environments, food-safe lubricants applied at defined intervals prevent galling without contaminating product. In high-temperature metallurgical applications, dry lubricants or graphite-based compounds that do not carbonize should be used.
Elongation monitoring. Most manufacturers recommend replacing a conveyor chain when it has elongated by 2% to 3% of its nominal pitch length. Tracking elongation at regular intervals — using a simple chain wear gauge — allows maintenance teams to plan replacements during scheduled downtime rather than reacting to unexpected failures.
Sprocket inspection. A worn sprocket accelerates chain elongation dramatically. Inspecting sprocket teeth for hook wear or undercutting at each chain replacement and replacing matched sets together preserves the geometric accuracy that keeps the system running at designed efficiency.
Beyond the technical specifications, the supplier's manufacturing capability and quality system have a direct impact on chain performance in the field. Key criteria include material traceability, heat treatment consistency, dimensional tolerancing on bushings and pins, and conformance to international standards such as ISO, ANSI, and DIN.
Fubang has specialized in stainless steel chain manufacturing for over 25 years, operating from an 18,000 m² facility in Suzhou, China, and holding ISO 9001:2015 and ISO 14001:2015 certifications. The company is a member of China's National Chain Transmission Standardization Technical Committee — an indication that its products are benchmarked against the same standards that govern international chain specifications. All chains are available in multiple stainless steel grades and can be customized to customer drawings or samples for non-standard conveyor geometries.
For operations where downtime is measured in thousands of dollars per hour, the decision to source from a certified manufacturer with a documented quality management system is not a procurement nicety — it is a direct input to system reliability. Contact Fubang to discuss the right bushing chain specification for your conveyor system.
Conveyor bushing chains improve efficiency in heavy-duty material handling by delivering higher load capacity, slower wear elongation, simpler maintenance, and the corrosion resistance needed to operate reliably in chemically aggressive or thermally demanding environments. When correctly specified — matching grade, pitch, UTS, and attachment configuration to the actual operating conditions — they reduce both planned maintenance intervals and unplanned downtime, lowering the total cost of conveying each ton of material through your facility. Explore the full range of conveyor chain solutions to find the configuration best suited to your system.
Our A series short pitch precision roller chains comply with various international standards and are...
See Details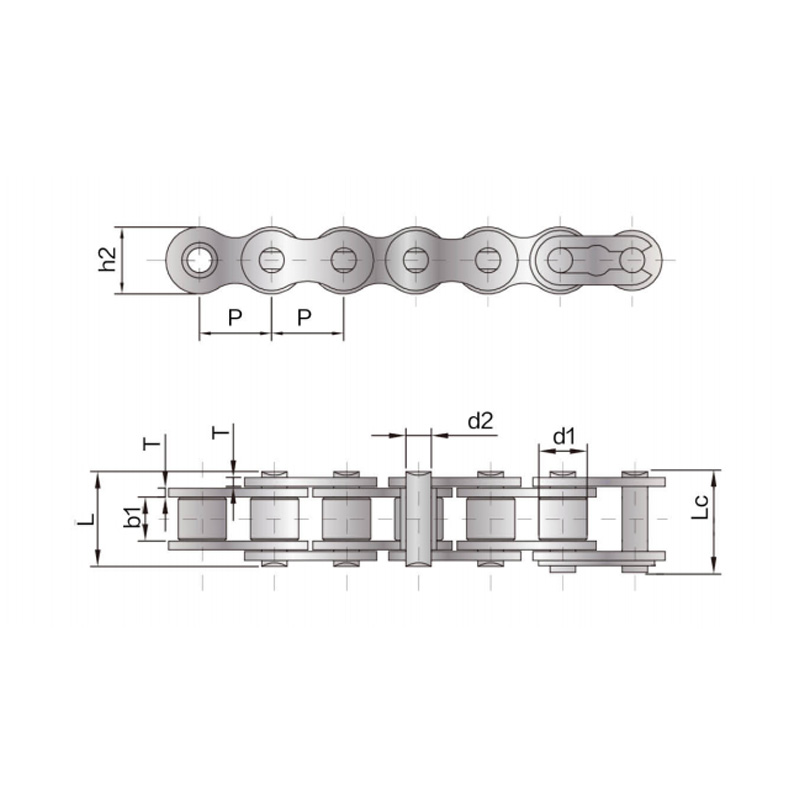
The tensile strength and fatigue strength of the B series short pitch precision roller chain reach 1...
See Details
The Heavy-duty precision roller chain adopts a thickened chain plate design based on the short-pitch...
See Details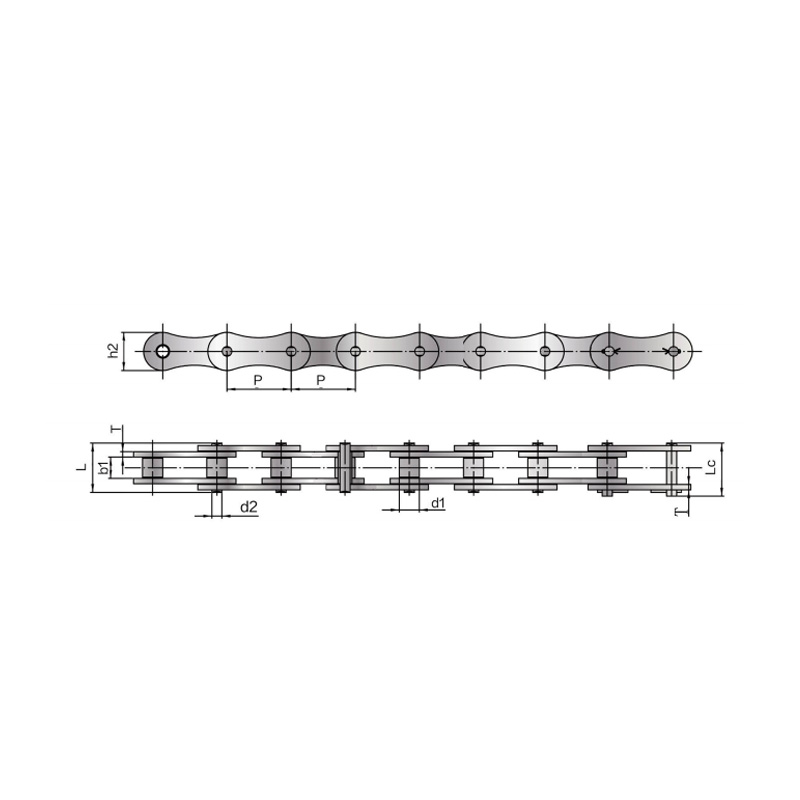
The double pitch driving chain complies with various international standards. The pitch of the doubl...
See Details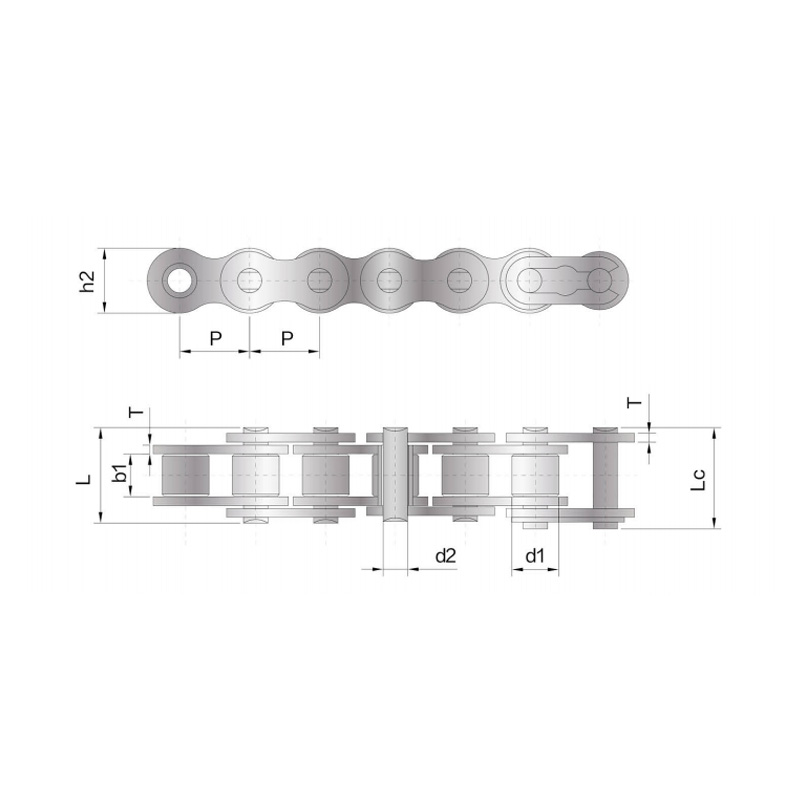
We also produce single row roller drive chains in more sizes and varieties. Customised products, sui...
See Details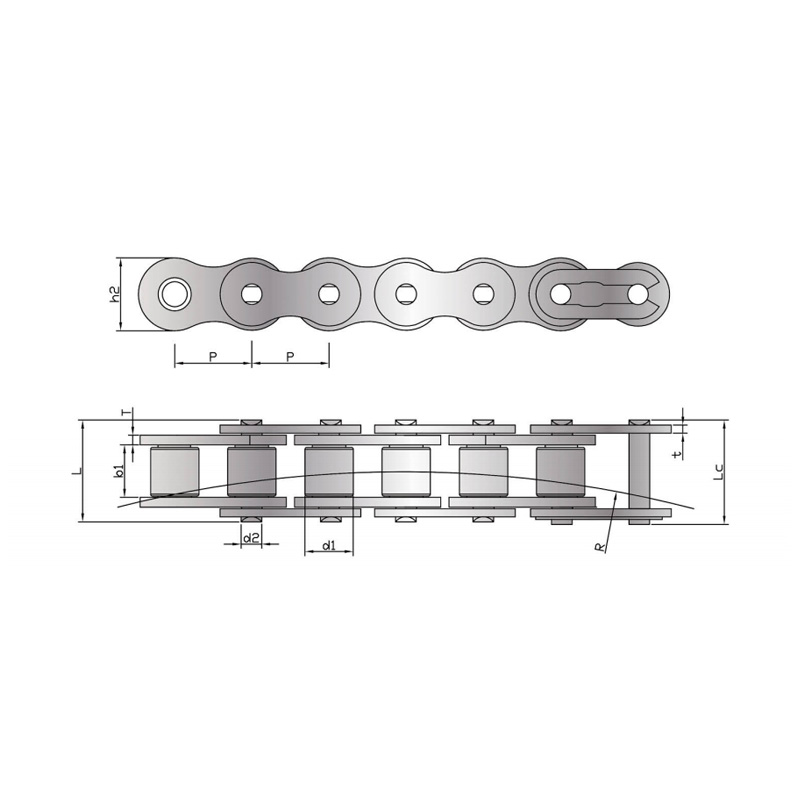
Side bow chain refers to changing the size of parts in the design of short-pitch precision roller ch...
See Details
The Anti-Sidebow chain for pushing window is a functional product with specially designed parts and ...
See Details
The A series short-pitch straight plate precision roller chain has a smaller pitch, a relatively lar...
See Details© Suzhou Fubang Machinery Chain Transmission Manufacturing Co., Ltd. Stainless Steel Roller Chains Manufacturers Conveyor Chains Suppliers
