 简体中文
简体中文 English
English русский
русский Español
EspañolFubang is a professional manufacturer specializing in the design, production and sales of stainless steel chains.
Our A series short pitch precision roller chains comply with various international standards and are...
See DetailsContent
In heavy-duty industrial environments, a conveyor chain is far more than a mechanical component — it is the backbone of your entire production flow. Mining operations, metallurgical plants, automotive assembly lines, and bulk material handling facilities all share one common vulnerability: when the chain fails, everything stops.
The consequences of premature chain failure go well beyond the cost of a replacement part. Unplanned downtime in a continuous production environment can cost tens of thousands of dollars per hour. Worse, a chain failure under heavy load creates serious safety risks for personnel and equipment. Yet many facilities continue to select conveyor chains based primarily on unit price, underestimating how quickly a "budget" choice erodes profitability through repeated repairs, shortened replacement cycles, and productivity losses.
Durability is not a premium feature — it is the baseline requirement for any chain operating in demanding conditions. Understanding what makes a conveyor chain genuinely durable is the first step toward making a selection that holds up over years of continuous operation.
Not all chains marketed as "heavy-duty" deliver equal performance. Genuine durability is the result of several converging engineering factors, each of which must meet the demands of your specific application.
The base material determines a chain's fundamental strength ceiling. High-grade alloy steels and austenitic stainless steels — such as SS304, SS316, and SS2205 duplex — offer significantly higher tensile strength and fatigue resistance than standard carbon steel. For corrosive or high-moisture environments, stainless steel is not optional; it is the only material that prevents accelerated degradation from the inside out.
Material selection alone is insufficient without proper heat treatment. Carburizing, quenching, and tempering processes harden the chain's contact surfaces — pins, bushings, and rollers — where wear is most concentrated. A chain manufactured from premium steel but processed with inadequate heat treatment will wear at the same rate as a far cheaper alternative. Precision heat treatment extends surface hardness while maintaining core toughness, a balance that is critical under impact loading.
Heavy-duty chains operating at high loads are highly sensitive to dimensional inconsistencies. Link plates, pins, and rollers manufactured outside tight tolerances create uneven load distribution across the chain width, accelerating fatigue cracking and joint loosening. Chains compliant with ISO, ASME/ANSI, DIN, and JIS standards provide the dimensional consistency needed for reliable, low-vibration operation across thousands of operating hours.
For applications involving chemical exposure, high humidity, or extreme temperatures, surface treatments add a critical layer of protection. Shot blasting, zinc plating, nickel plating, and specialized polymer coatings each address different environmental threats. Selecting the appropriate surface treatment for your operating conditions can more than double effective chain service life in aggressive environments.
Different heavy-duty applications demand different chain architectures. The four chain types most commonly specified for demanding industrial use each bring distinct structural advantages.
| Chain Type | Key Strength | Best For | Typical Industries |
|---|---|---|---|
| Short Pitch with Extended Pins | High load capacity, stable guidance | Heavy, precise material positioning | Automotive, electronics assembly |
| Double Pitch with Attachment | High-speed transport, flexible attachment | Logistics, packaging, food processing | Packaging, pharmaceuticals, food |
| RF Type (General Purpose) | Wide application, long service life | Corrosive or high-temperature environments | Chemical, food, high-temp processing |
| M Series (Solid Pin) | Maximum connection integrity | Ultra-heavy loads, high-tension systems | Metallurgy, mining, heavy manufacturing |
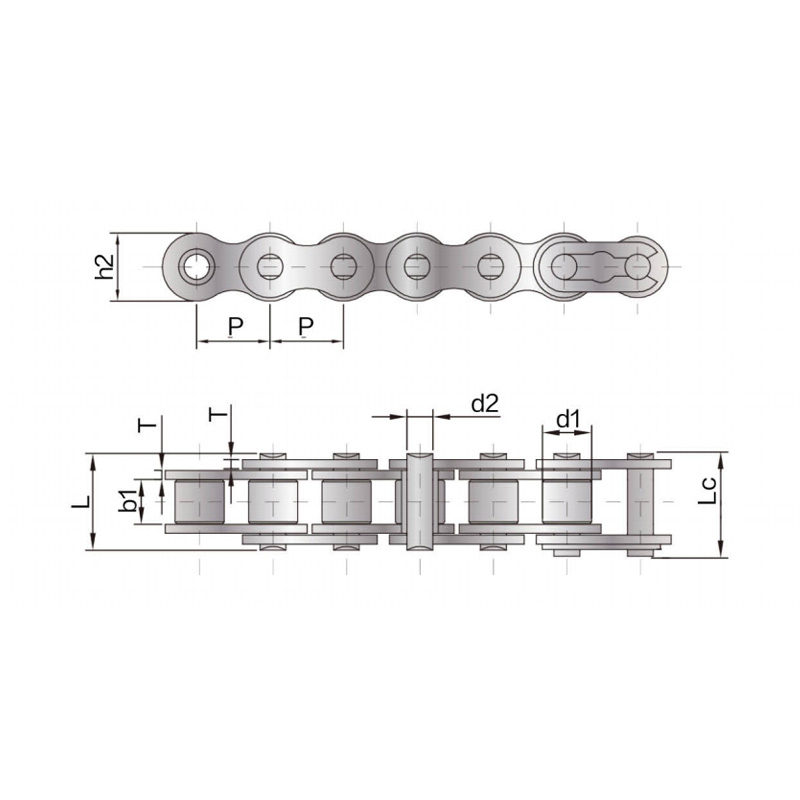
Short pitch conveyor chains with extended pins are engineered to handle greater weight and pressure than standard short pitch designs. The extended pin geometry provides superior chain guidance and positioning, preventing detachment or distortion under heavy lateral stress. This makes them particularly valuable in automated assembly environments where precise material positioning directly affects product quality.
For operations requiring high conveying speed combined with flexible attachment options, the double pitch conveyor chain with attachment delivers both. Its larger pitch enables faster transport cycles while the attachment system can be customized to grip, carry, or position a wide variety of product types — from packaged goods to bulk components.
RF type conveyor chains are the workhorses of general-purpose heavy-duty conveying. Manufactured from high-quality stainless steel, they provide corrosion resistance that standard metal chains cannot match, making them the default specification for high-humidity, high-temperature, and chemically active environments across food processing, pharmaceutical, and chemical industries.
When maximum structural integrity is the priority, the M series conveyor chain with solid pin sets the standard. The solid pin design creates a tightly locked joint that resists detachment and breakage under the sustained high tension that characterizes metallurgical, mining, and continuous heavy transport applications.
Selecting a chain type is only half the decision. Matching the chain's material grade and structural design to the actual operating environment determines whether the chain performs as specified or degrades ahead of schedule.
Always calculate the chain's required working load tension based on the actual dynamic load — not just the static weight of the material being conveyed. Acceleration, deceleration, chain wrap angle, and system inefficiencies all add to peak tension. A standard engineering guideline is to specify a chain with a minimum safety factor of 7:1 relative to its published breaking strength for continuous heavy-duty operation. Operating closer to the breaking load drastically shortens fatigue life.
Standard stainless steel chains handle temperatures up to approximately 400°C without significant property loss. Applications involving furnace conveyors, heat treatment lines, or kilns require chains manufactured from heat-resistant alloys such as SS310 or SS321, which maintain mechanical integrity at sustained elevated temperatures. At the other extreme, sub-zero environments demand materials that do not become brittle, making alloy grade selection equally critical for cold storage and refrigeration conveying.
Corrosion is among the most common causes of premature chain failure in food processing, chemical manufacturing, and wastewater treatment facilities. SS316 and SS2205 duplex stainless steel provide superior chloride resistance compared to SS304, making them the preferred specification wherever washdown chemicals, brine, or acidic process fluids are present. For applications requiring both corrosion resistance and FDA compliance — such as direct food contact conveying — chains manufactured from food-grade stainless steel with certified surface finishes are the only appropriate choice.
The true cost of a conveyor chain is not its purchase price — it is the sum of acquisition cost, installation labor, maintenance expenditure, replacement frequency, and the cost of downtime over the chain's service life. Viewed through this lens, a chain that costs 30% more upfront but lasts three times longer while requiring half the maintenance interventions delivers dramatically lower total cost of ownership.
Consider a facility running three shifts, seven days a week. A chain failure requiring a four-hour shutdown to replace and re-tension the chain — including labor, parts, and lost production — can easily exceed the cost of the entire chain assembly many times over. High-durability chains manufactured to tight tolerances and premium material specifications reduce both failure frequency and the severity of wear-related performance degradation, keeping the system running predictably between planned maintenance intervals.
Explore the full conveyor chain product range to identify the specification that best aligns with your load requirements, environmental conditions, and service life targets. Investing in the correct chain from the outset is always less expensive than the cumulative cost of managing an undersized or unsuitable specification over years of operation.
Even the most durable conveyor chain requires a structured maintenance program to reach its full service potential. Neglecting routine checks accelerates wear and turns predictable component replacement into costly emergency repairs.
Adequate lubrication reduces friction between pins, bushings, and rollers — the three surfaces where wear is most rapid. The lubricant type, application method, and interval must be matched to both the chain material and the operating environment. For food-grade applications, only NSF H1-certified lubricants should be applied. In high-temperature zones above 150°C, standard oils degrade quickly; specialized high-temperature greases or dry-film lubricants are required. Insufficient lubrication is the single most common cause of accelerated chain wear in otherwise well-specified systems.
A chain that runs too loose will whip, jump sprocket teeth, and generate impact loads that fatigue link plates rapidly. A chain running too tight places sustained stress on pins and bushings, accelerating elongation. Checking and adjusting chain tension at regular intervals — typically every 500 operating hours or per the system manufacturer's schedule — maintains the correct sag and prevents both failure modes. Chain elongation beyond 2–3% of nominal pitch length is generally the replacement threshold for precision conveying applications.
Rather than waiting for a chain to fail, establish a proactive wear inspection schedule. Measure pitch elongation using a chain wear gauge at defined intervals. Inspect rollers for flat spots, cracking, or seizure. Check sprockets for hooked or asymmetrically worn teeth — worn sprockets accelerate new chain wear and should be replaced together with the chain whenever significant tooth wear is present. Keeping a record of wear measurements across inspection intervals allows you to accurately predict remaining service life and schedule replacement during planned maintenance windows rather than emergency shutdowns.
Our A series short pitch precision roller chains comply with various international standards and are...
See Details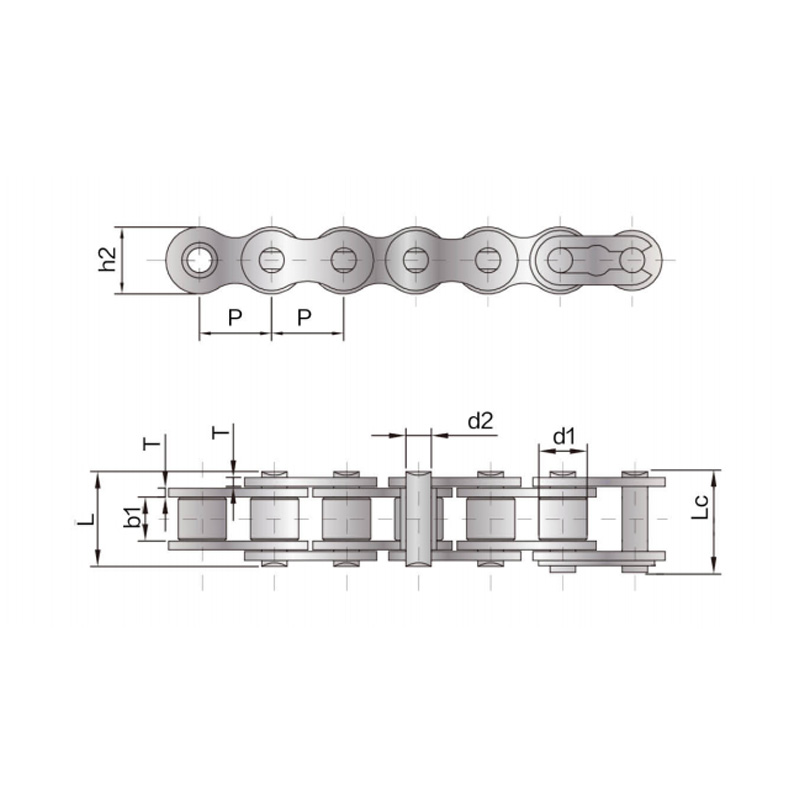
The tensile strength and fatigue strength of the B series short pitch precision roller chain reach 1...
See Details
The Heavy-duty precision roller chain adopts a thickened chain plate design based on the short-pitch...
See Details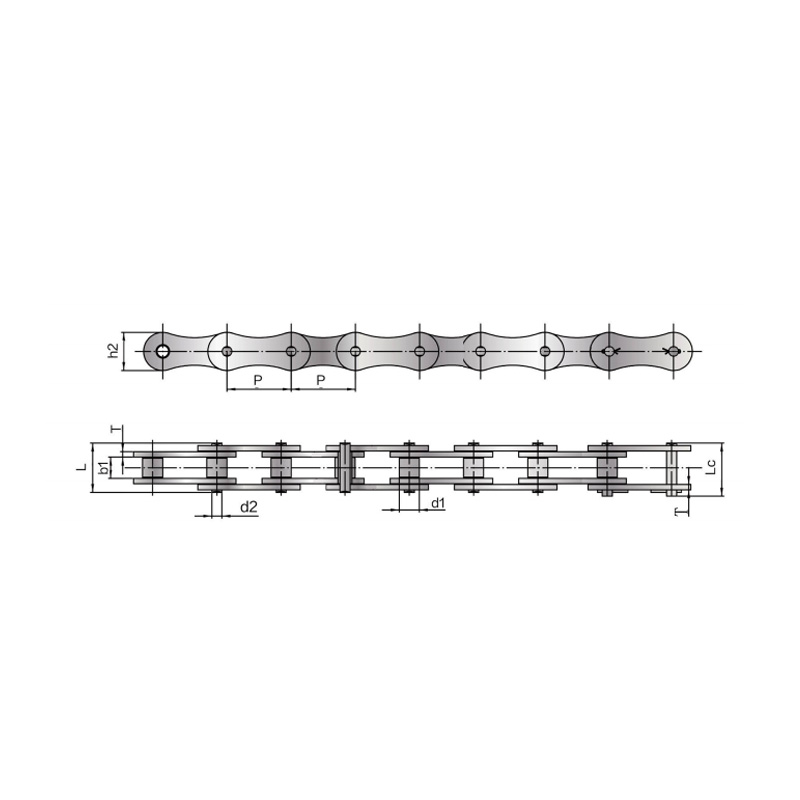
The double pitch driving chain complies with various international standards. The pitch of the doubl...
See Details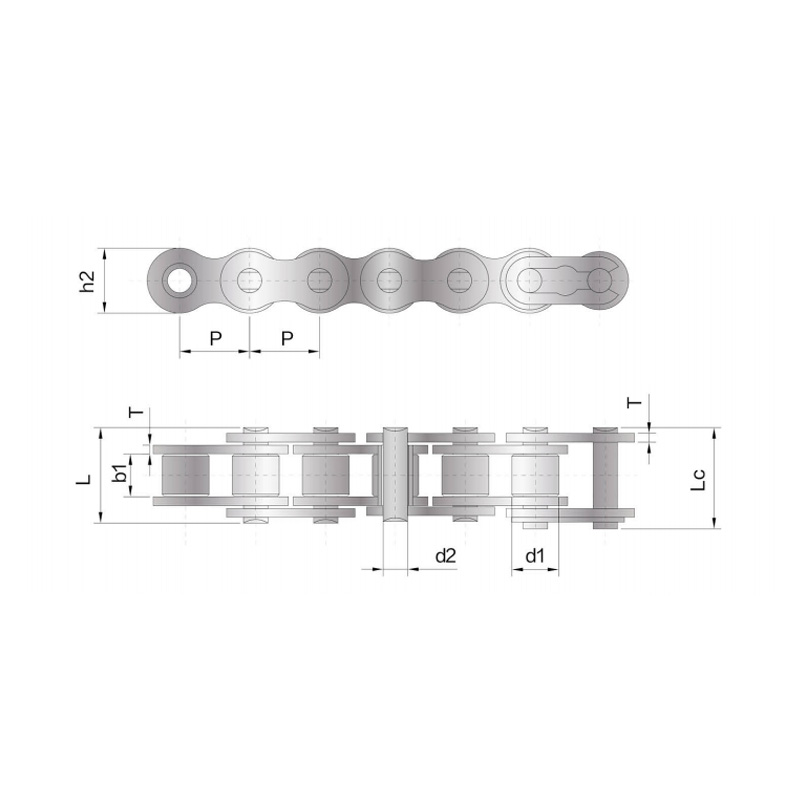
We also produce single row roller drive chains in more sizes and varieties. Customised products, sui...
See Details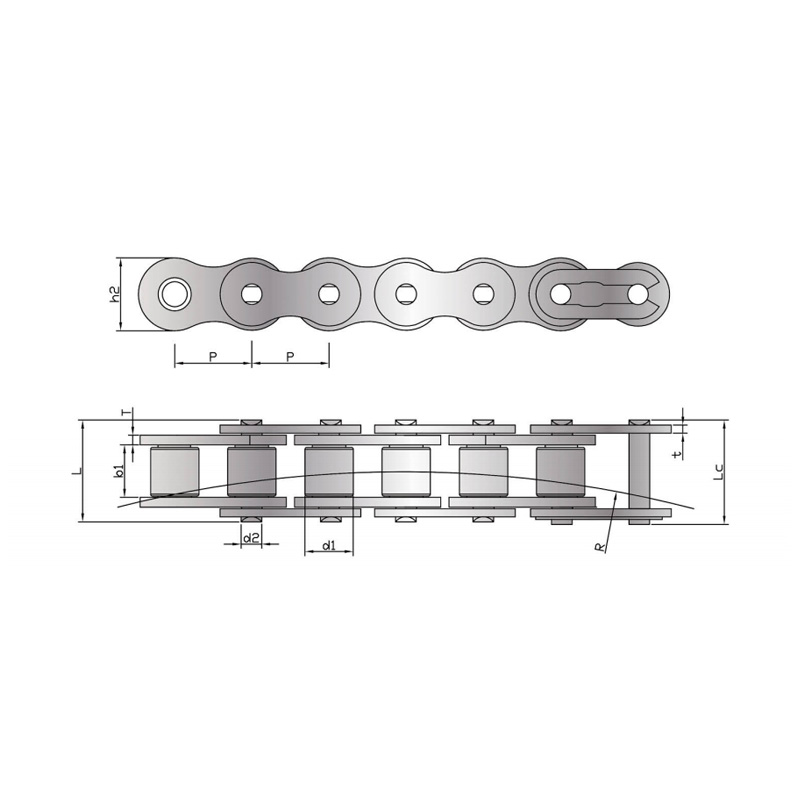
Side bow chain refers to changing the size of parts in the design of short-pitch precision roller ch...
See Details
The Anti-Sidebow chain for pushing window is a functional product with specially designed parts and ...
See Details
The A series short-pitch straight plate precision roller chain has a smaller pitch, a relatively lar...
See Details© Suzhou Fubang Machinery Chain Transmission Manufacturing Co., Ltd. Stainless Steel Roller Chains Manufacturers Conveyor Chains Suppliers
