 简体中文
简体中文 English
English русский
русский Español
EspañolFubang is a professional manufacturer specializing in the design, production and sales of stainless steel chains.
Our A series short pitch precision roller chains comply with various international standards and are...
See DetailsContent
Conveyor chains are fundamental components in material handling systems across industries such as manufacturing, mining, and logistics. Unlike belts, chains offer superior strength, durability, and load-bearing capacity. Selecting the right chain type is critical for reducing downtime, improving efficiency, and minimizing maintenance costs.
Conveyor chains vary depending on application requirements, load capacity, and environmental conditions. The most common types include:
Choosing the right conveyor chain requires evaluating several practical factors to ensure performance and longevity:
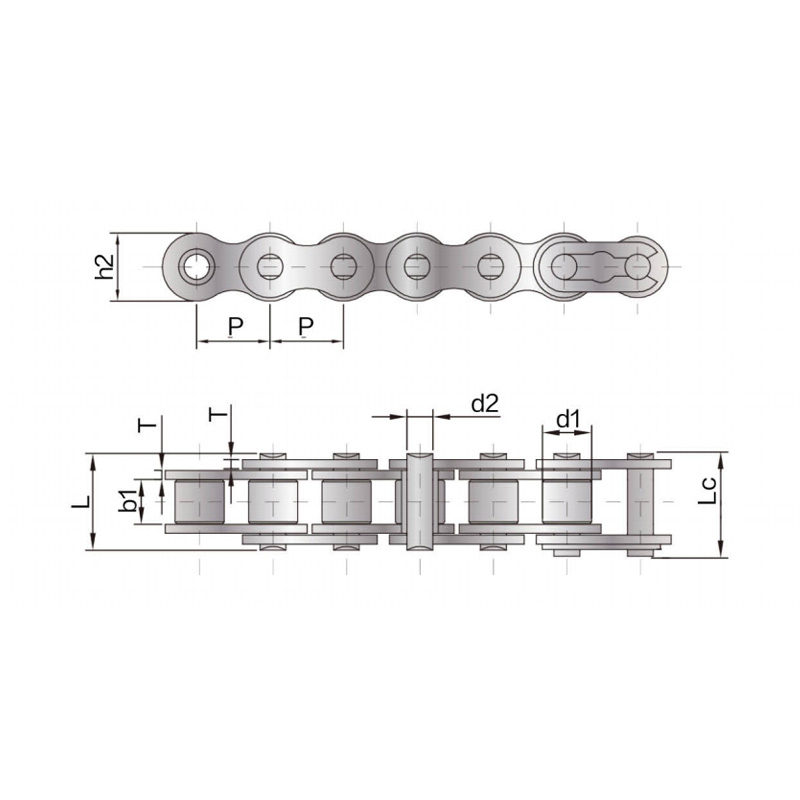
The chain must support the maximum expected load without elongating or breaking. The pitch, or distance between chain pins, affects strength and speed. Higher pitch chains are suited for heavier loads but may reduce operational smoothness.
Temperature extremes, humidity, chemical exposure, and dust affect chain longevity. For example, stainless steel chains resist corrosion in humid or chemical-prone environments, while heat-treated steel chains perform well in high-temperature operations.
High-speed conveyors require chains that reduce friction and vibration. Roller and engineered chains designed for speed minimize wear and noise, extending operational life.
Proper maintenance is essential to prevent unexpected downtime and costly repairs. Key practices include:
Proper lubrication is often overlooked, yet it is critical for reducing friction and preventing elongation. Depending on the operation, lubrication can be applied manually, with drip systems, or automatic chain lubricators. High-temperature or dusty environments require specialized lubricants that resist evaporation and contamination.
Manual lubrication is suitable for small or low-speed conveyors, but it requires frequent attention. Automatic lubricators provide consistent coverage and are ideal for high-speed or hard-to-reach chains, ensuring uniform lubrication and extending operational life.
Monitoring chain wear helps avoid costly downtime. Key indicators include elongation, unusual noise, vibration, and sprocket wear. Implementing predictive maintenance strategies such as vibration analysis or digital monitoring systems can alert operators to impending failures before they occur.
Chain elongation occurs due to pin and bushing wear. Measure over a defined number of pitches and compare to manufacturer tolerances. Replacing chains before they exceed recommended elongation prevents sprocket damage and operational issues.
Efficiency depends not only on the chain itself but also on the entire system. Steps to optimize performance include:
Selecting the right material affects durability, maintenance frequency, and cost. Below is a comparison of common chain materials:
| Material | Best Use | Pros | Cons |
| Carbon Steel | General industrial use | Strong, cost-effective | Prone to corrosion |
| Stainless Steel | Food, chemical, humid environments | Corrosion-resistant, hygienic | Higher cost, lower tensile strength |
| Alloy Steel | Heavy-duty operations | High strength, durable | Requires lubrication, more expensive |
Investing time in selecting the right conveyor chain, implementing a robust maintenance schedule, and optimizing operational parameters leads to significant cost savings and improved productivity. Regular inspections, proper lubrication, and material choice tailored to environmental conditions ensure conveyor chains provide reliable service over the long term.
Our A series short pitch precision roller chains comply with various international standards and are...
See Details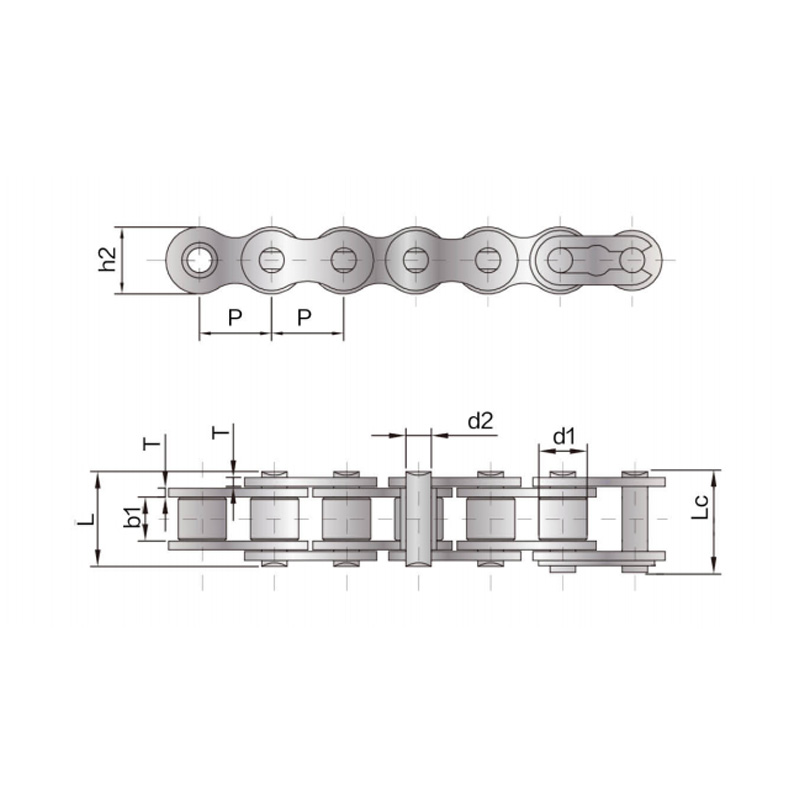
The tensile strength and fatigue strength of the B series short pitch precision roller chain reach 1...
See Details
The Heavy-duty precision roller chain adopts a thickened chain plate design based on the short-pitch...
See Details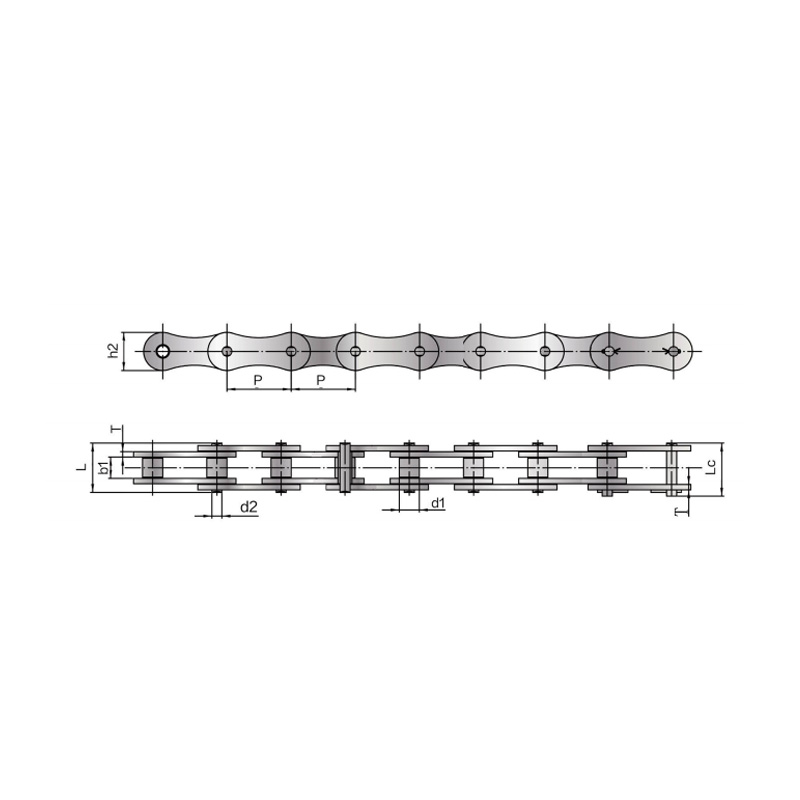
The double pitch driving chain complies with various international standards. The pitch of the doubl...
See Details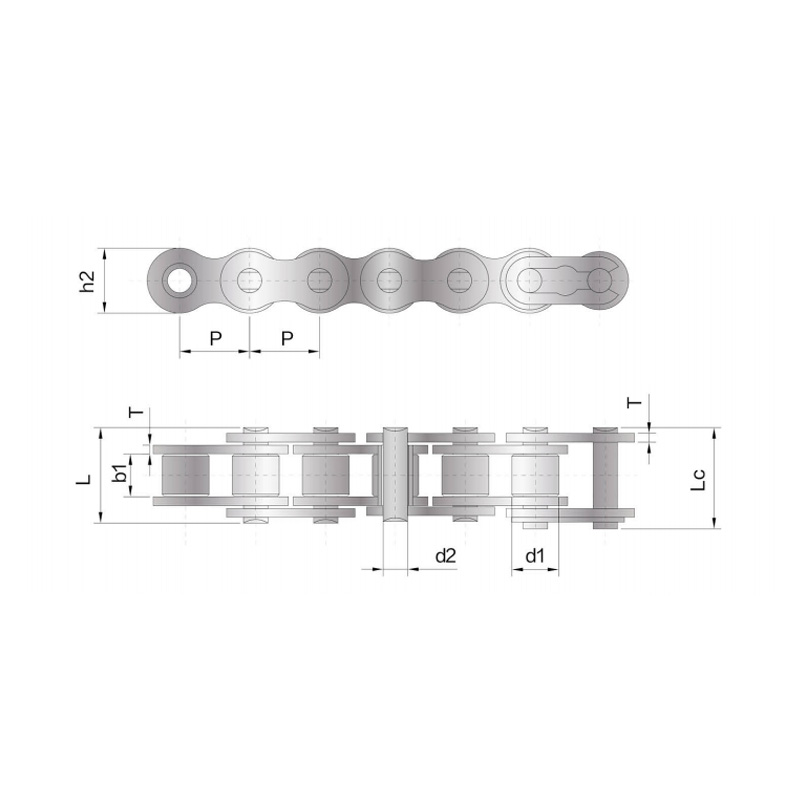
We also produce single row roller drive chains in more sizes and varieties. Customised products, sui...
See Details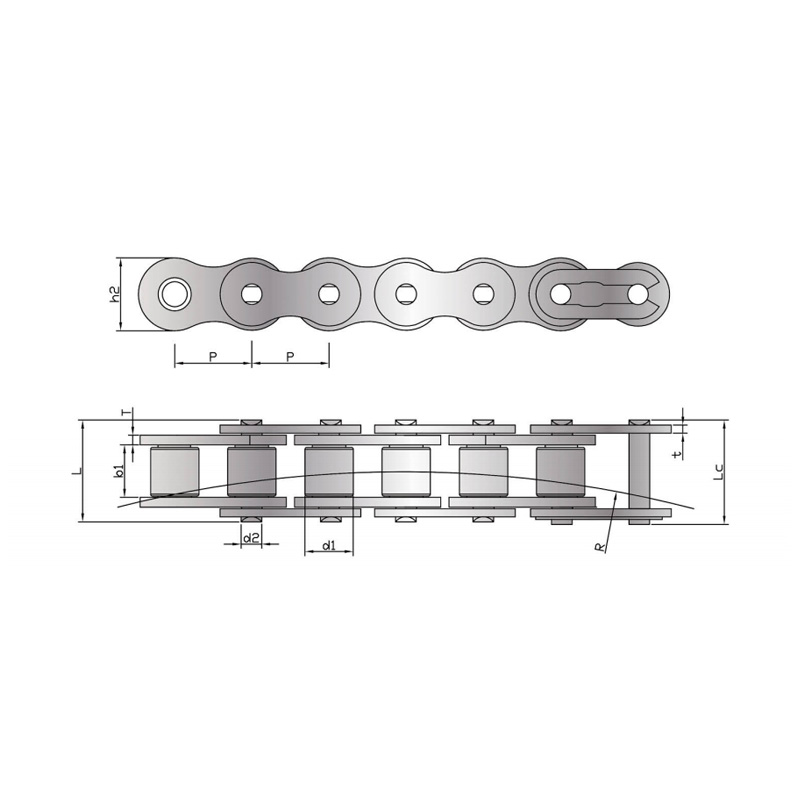
Side bow chain refers to changing the size of parts in the design of short-pitch precision roller ch...
See Details
The Anti-Sidebow chain for pushing window is a functional product with specially designed parts and ...
See Details
The A series short-pitch straight plate precision roller chain has a smaller pitch, a relatively lar...
See Details© Suzhou Fubang Machinery Chain Transmission Manufacturing Co., Ltd. Stainless Steel Roller Chains Manufacturers Conveyor Chains Suppliers
