 简体中文
简体中文 English
English русский
русский Español
EspañolFubang is a professional manufacturer specializing in the design, production and sales of stainless steel chains.
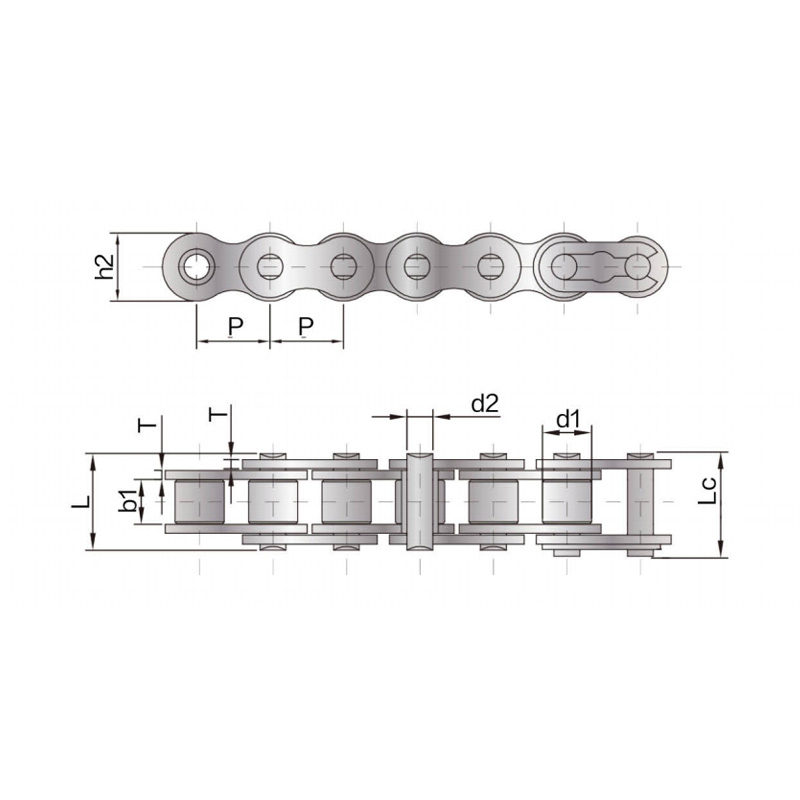
Our A series short pitch precision roller chains comply with various international standards and are...
See DetailsContent
Conveyor chains are a critical component in many industrial systems, responsible for transporting materials efficiently and reliably. They are preferred in industries such as manufacturing, mining, and packaging because of their durability and load-carrying capabilities. Choosing the right type of chain and understanding its operational characteristics can significantly reduce downtime and maintenance costs.
Conveyor chains come in various types depending on their application. Understanding these differences helps ensure the chain meets operational requirements.
Roller chains are the most common type of conveyor chains, consisting of a series of cylindrical rollers held together by side links. They are highly efficient in transferring power and handling moderate to heavy loads. Roller chains are suitable for conveying bulk materials or products in production lines.
These chains are designed for heavy loads, abrasive materials, or high-stress conditions. Made from high-strength steel alloys, they can withstand harsh environments and are ideal for mining, steel manufacturing, and other industrial applications where standard roller chains would wear quickly.
Plastic modular chains offer advantages such as corrosion resistance, low noise, and lightweight construction. They are commonly used in food processing, beverage bottling, and packaging industries. These chains often have interlocking modular links that can be easily replaced, reducing downtime during maintenance.
Regular maintenance is essential to prolong the life of conveyor chains and prevent unexpected failures. Proper lubrication, alignment, and tension adjustment are the three pillars of effective maintenance.
Chains require consistent lubrication to reduce friction between pins, bushings, and rollers. Use high-quality chain lubricants designed for the operating environment. In dusty or wet conditions, consider synthetic or semi-solid lubricants that resist washout and contamination.
Misaligned chains or incorrect tension can lead to rapid wear or breakage. Regularly inspect sprockets, shafts, and guides for alignment. Adjust chain tension to the manufacturer’s specifications to avoid slack, which can cause skipping, or excessive tightness, which can increase stress on links.
Identifying and resolving problems early can prevent costly downtime. Common issues include chain elongation, wear, and broken links. Proper inspection and replacement practices are key to maintaining operational efficiency.
Over time, chains naturally elongate due to wear between pins and bushings. Elongated chains can slip on sprockets, reducing efficiency and causing uneven movement. Measure chain pitch regularly and replace chains when elongation exceeds the recommended tolerance.
Inspect chains for worn, cracked, or broken links. Damaged links compromise load-bearing capacity and may lead to chain failure. Replace individual links or entire chain sections as needed. Regular inspection schedules can prevent unexpected breakdowns.
Choosing a conveyor chain requires considering factors such as load capacity, environmental conditions, and operational speed. Using the wrong chain can lead to frequent replacements and operational delays.
| Type | Load Capacity | Best Environment | Maintenance |
| Roller Chain | Medium to Heavy | General Industry | Moderate |
| Heavy-Duty Chain | Very Heavy | Harsh Conditions | High |
| Plastic Modular Chain | Light to Medium | Corrosive or Hygienic | Low |
Conveyor chains are indispensable in modern industrial operations. By understanding the different types, implementing consistent maintenance practices, troubleshooting common issues, and selecting the appropriate chain for the environment, operators can maximize efficiency, reduce downtime, and extend the lifespan of their equipment.
Our A series short pitch precision roller chains comply with various international standards and are...
See Details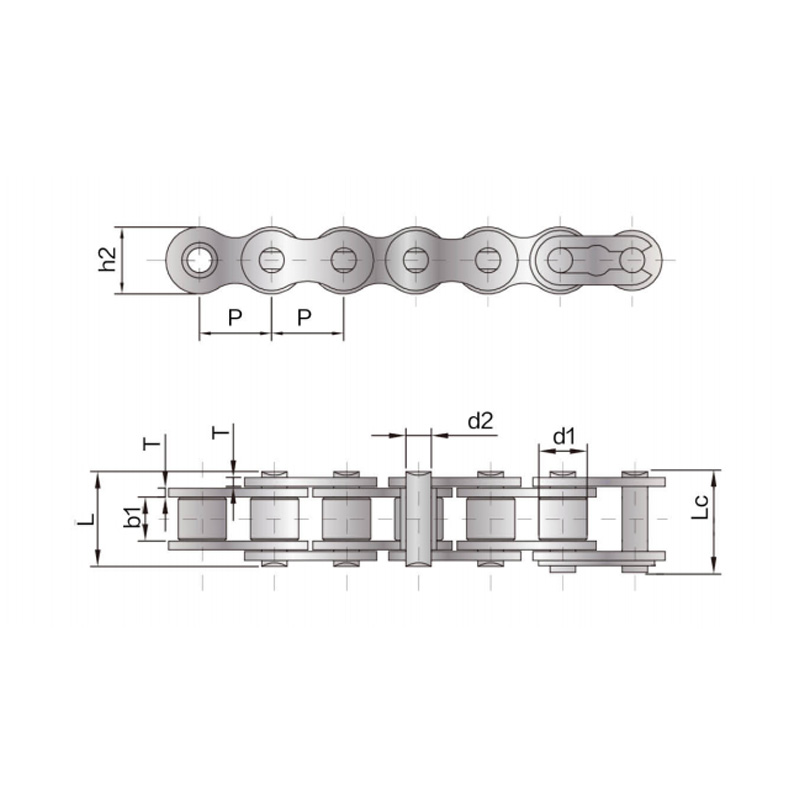
The tensile strength and fatigue strength of the B series short pitch precision roller chain reach 1...
See Details
The Heavy-duty precision roller chain adopts a thickened chain plate design based on the short-pitch...
See Details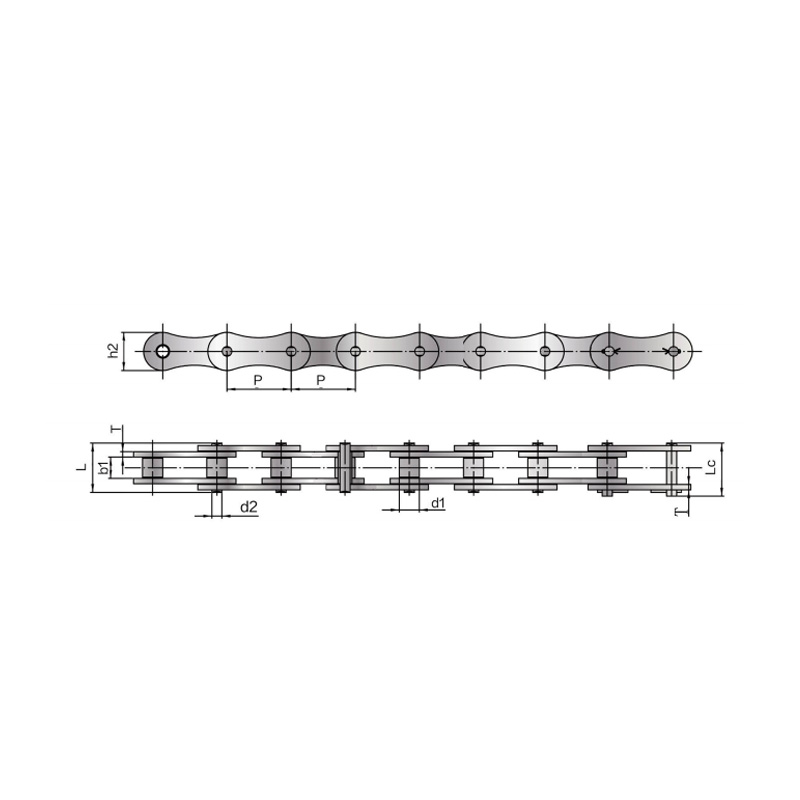
The double pitch driving chain complies with various international standards. The pitch of the doubl...
See Details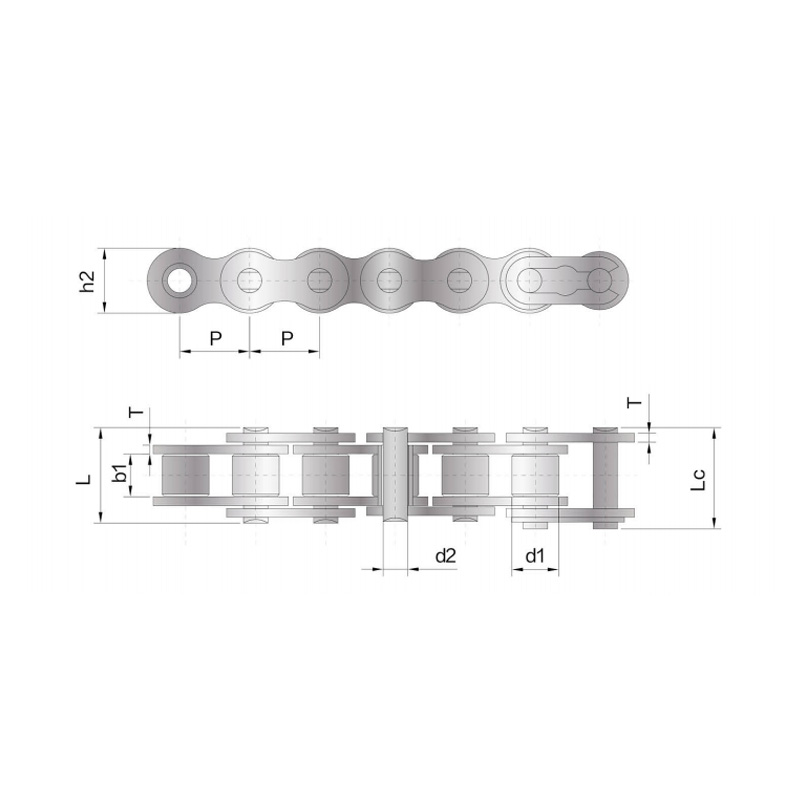
We also produce single row roller drive chains in more sizes and varieties. Customised products, sui...
See Details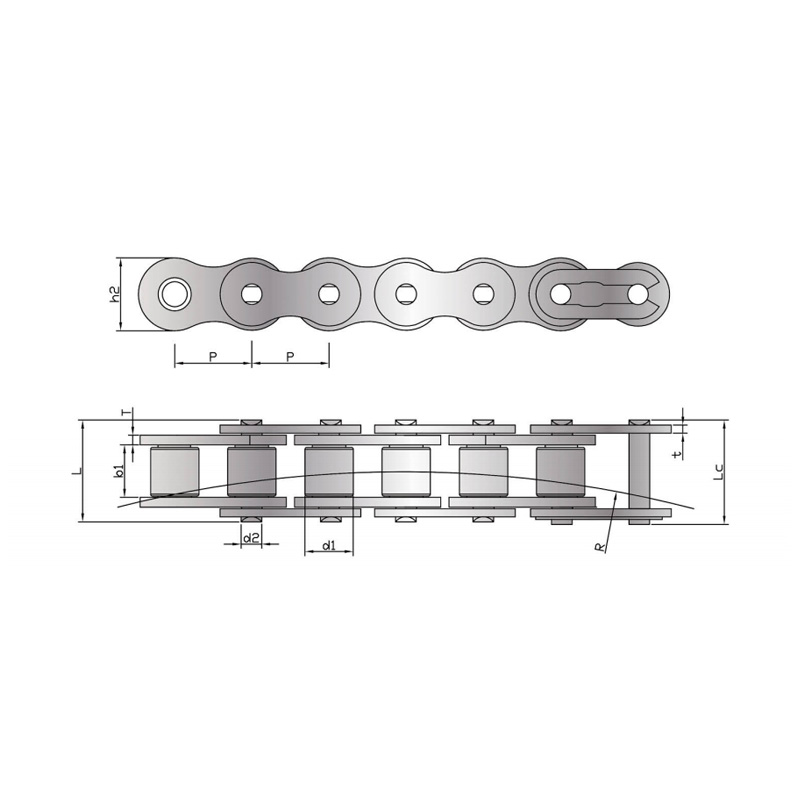
Side bow chain refers to changing the size of parts in the design of short-pitch precision roller ch...
See Details
The Anti-Sidebow chain for pushing window is a functional product with specially designed parts and ...
See Details
The A series short-pitch straight plate precision roller chain has a smaller pitch, a relatively lar...
See Details© Suzhou Fubang Machinery Chain Transmission Manufacturing Co., Ltd. Stainless Steel Roller Chains Manufacturers Conveyor Chains Suppliers
